Паспорт 3132 Станок универсальный круглошлифовальный (Харьков)
Наименование издания:
Часть 1: Руководство к станку – 123 страницы
Часть 2: Электрооборудование – 32 страницы
Часть 3: Материалы по запасным деталям – 117 страниц
Часть 4: Свидетельство о приёмке – 15 страниц
Часть 5: Упаковочный лист – 4 страницы
Выпуск издания: Харьковский станкостроительный завод им. С.В. Косиора
Год выпуска издания: 1970
Кол-во книг (папок): 5
Кол-во страниц: 300
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство к станку
1. Назначение и область применения станка
2. Распаковка и транспортировка станка
- Схема транспортировки станка
3. Фундамент станка, монтаж, установка
- Схема установки роликовых шин на направляющие поворотной плиты
- Габарит станка в плане и план фундамента
4. Паспорт станка
Общие сведения
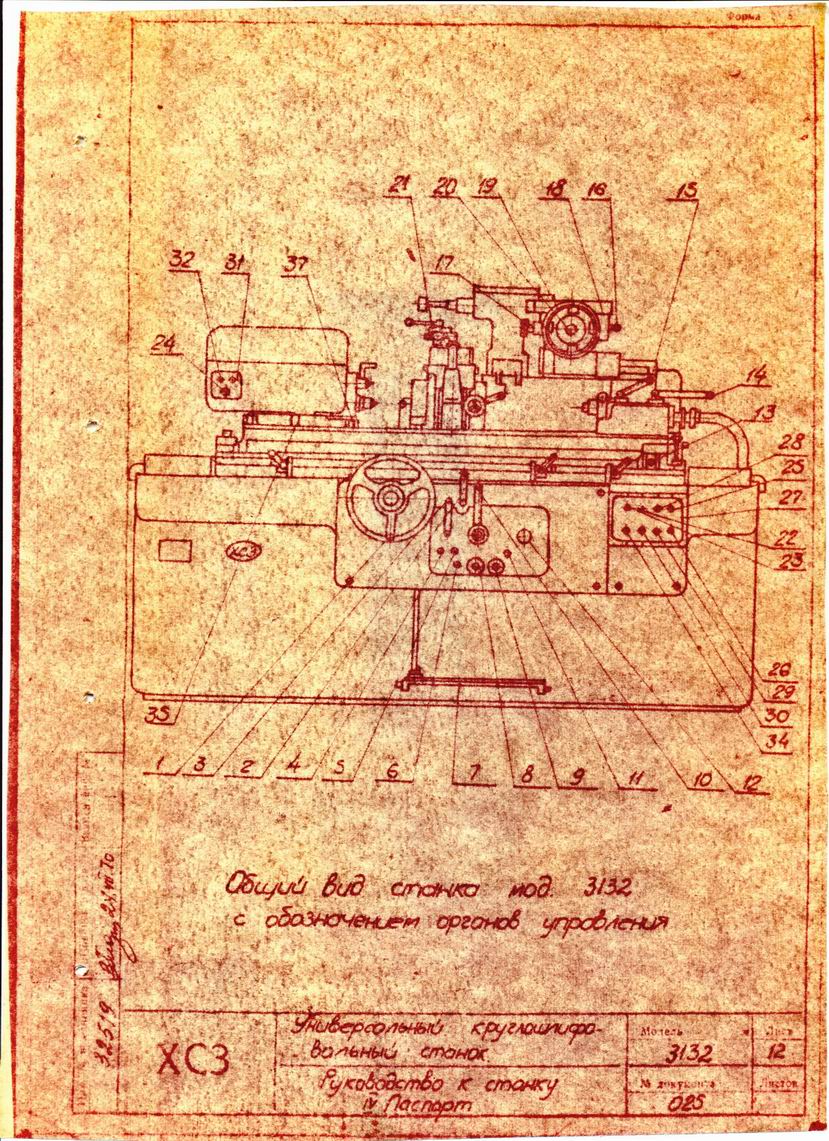
- Общий вид станка с обозначением органов управления
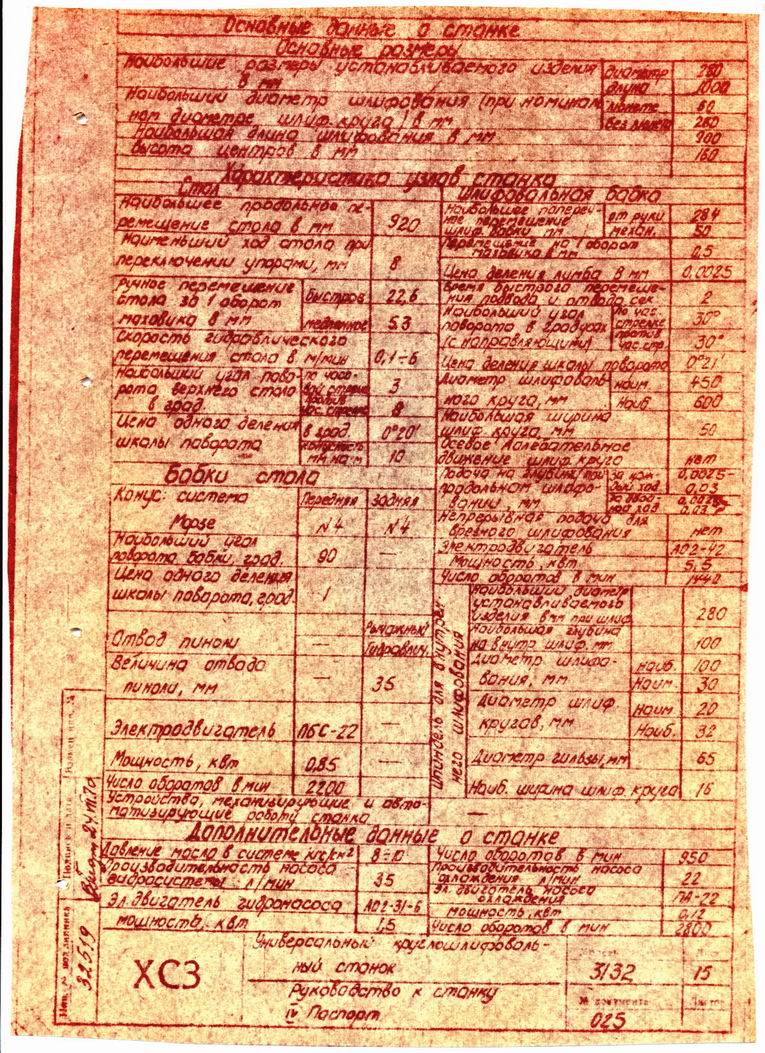
Основные данные о станке
- Габариты рабочего пространства. Посадочные и присоединительные базы станка
- Профиль верхнего стола
- Конец шпинделя шлифовального круга
- Фланец крепления шлифовального круга
- Конец внутришлифовального шпинделя
Механика станка
Сведения о ремонте станка
Данные о комплектации станка
5. Краткое описание и принцип работы станка
- Кинематическая схема станка
Спецификация зубчатых и червячных колёс, винтов и гаек
Спецификация основных узлов
- Общий вид станка с обозначением основных групп
Особенности конструкции важнейших узлов
Краткое описание конструкции и работы станка
- Станина и столы
- Шлифовальная бабка
- Механизм ручного перемещения стола
- Механизм ручной и автоматической поперечной подачи
- Передняя бабка
- Задняя бабка
- Люнет закрытый
- Люнет открытый
- Правильный прибор с микрометрической подачей алмаза
- Настольный правильный прибор
- Приспособление для внутренней шлифовки
- Механизм быстрого подвода
- Кинематическая схема балансировочного механизма
6. Гидропривод станка
Техническая характеристика гидрооборудования
Спецификация покупной гидроаппаратуры
Описание гидропривода
Спецификация позиций на гидросхеме станка
- Гидравлическая схема станка
7. Смазка станка
Указания по обслуживанию гидропривода смазочной системы станка
- Схема смазки станка
Спецификация к схеме смазки станка
Характеристика применяемых смазочных материалов
8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности
Проверка станка на холостом ходу
9. Настройка, наладка станка и режимы работы
Подготовка станка для наружного шлифования цилиндрических и конических изделий
Подготовка станка для других видов шлифования
Настройка станка
- Схема настройки станка для шлифования плоского фланца
- Схема настройки станка для шлифования крутого конуса
- Схема настройки станка для шлифования торцев на валиках
Рекомендуемые режимы правки шлифовальных кругов
Режимы шлифования и выбор шлифовальных кругов
Эксплуатация станка и уход за ним
Возможные неполадки в станке и их устранение
10. Регулирование механизмов станка
- Схема регулирования подшипников шпинделя шлифовальной бабки
Регулирование подшипников шпинделя передней бабки
- Схема расположения органов регулировки задержек и разгонов стола при реверсе
11. Сведения о приспособлениях
- Прибор для радиусной правки шлифовального круга
- Приспособление для шлифования крутых конусов в центрах
12. Разборка и сборка станка при ремонте
Разборка столов
Демонтаж шлифовальной бабки
13. Гарантия
Часть 2: Электрооборудование
Общие сведения
Описание принципиальной электросхемы
Защита электрооборудования
- Принципиальная электросхема
- Монтажная электросхема
- Размещение электрооборудования на станке
- Расшифровка символических изображений на пультах управления
- Схема трассы зануления
Спецификация покупного электрооборудования
Указания по обслуживанию электрооборудования
Часть 3: Материалы по запасным деталям
- Схема расположения подшипников качения
Спецификация подшипников качения
- Плунжер (1006)
- Втулка (1024)
- Цилиндр (1100-1)
- Поршень (1106)
- Кольцо (1108)
- Прокладка (1111)
- Кольцо зажимное (ГОСТ 9041-59)
- Кольцо опорное (ГОСТ 9041-59)
- Манжета (ГОСТ 9041-59)
- Шестерня (ШУ-202 3-2)
- Гайка (ШУ-202 4-1)
- Шпиндель (ШУ-202.10)
- Вкладыш (ШУ-202 11)
- Винт (ШУ-202 18)
- Кольцо (ШУ-202 24-1)
- Кольцо (3Б151 2003)
- Кольцо (ШУ-202 45-1)
- Кольцо (ШУ-202 45-1/1)
- Кольцо (ШУ-202 45-1/2)
- Шестерня с кулаком (3А151 4002)
- Вал шестерня (3А151 4003)
- Блок шестерня (3А151 4004)
- Муфта кулачковая (3А151 4005)
- Вал шестерня (3А151 4006)
- Вал шестерня (3А151 4007)
- Втулка (3А151 4009)
- Плунжер (3А151 4015)
- Пружина сжатия
- Шестерня (ШУ-517 10)
- Шестерня сдвоенная (ШУ-517 37)
- Шестерня поршень (ШУ-517 30)
- Собачка (ШУ-517 33-1)
- Собачка (ШУ-517 25-1)
- Шестерня коническая (3А151 5206)
- Шестерня коническая (3А151 5207)
- Шестерня коническая (3А151 5208-2)
- Планшайба (3132 6036)
- Шпиндель (3132.6010-1)
- Кольцо (3132 6022)
- Шпиндель (3А151 7001-2)
- Втулка (3А151 7006-2)
- Плунжер (3А151 7007-1)
- Пружина (3А151.7025)
- Упор (3132 8603)
- Колодка (ШУ-940 9-1)
- Колодка (ШУ-940 10-1)
- Пиноль (3132 8903)
- Шпонка (3132.8907)
- Опора (3132 9004-1)
- Винт (3132 9200)
- Втулка (3А151 9201-2)
- Фланец (3А151 9203-1)
- Поршень (3А151 9204-1)
- Толкатель (3Б151 9208-1)
Часть 4: Свидетельство о приёмке
Часть 5: Упаковочный лист
Описание станка:
В нашем техническом архиве есть документация на круглошлифовальный станок 3132 паспорт которого представляет собой действительно обширное, а вместе с этим весьма объёмное издание. Но этот факт, конечно, весьма предпочтителен, ведь общий объём представленных документов обладает не менее чем трёхстами страницами только нужной и важной информации, что касается обслуживания, эксплуатации и конечно взаимодействия с этим типом оборудования на самых разнообразных уровнях и позициях. Всего в издании присутствует не менее пяти частей, что наиболее логичным образом дополняют друг друга и являются одновременно отдельными книгами каждая из которых настроена в направлении обслуживания того или иного станочного узла в той или иной вариации. К примеру, если рассматривать часть первую, что обозначена как руководство к станку, то здесь довольно большой объём в не менее чем сто двадцать три страницы. И конечно, много информации, что касается напрямую технической составляющей станка в вопросах как теоретической подачи в виде детального описания. Но так же присутствуют и чертежи всё тех же механических узлов, а этот факт является всё же ключевым в моментах реализации станочного оборудования.
Вторая книга, что так же является частью документации, уже обладает информацией, напрямую связанной с такими важными параметрами как электрооборудование станка. Но это и логично, ведь, наверное, любой круглошлифовальный станок паспорта на которые хранятся в различных архивах в обязательном порядке содержат в себе и электрическую часть. Этот действительно важный момент представляет собой значимое решение по взаимодействию с электрооборудованием производственной машины. В нашем случае, в данной книге объёмом порядка тридцати двух страниц можно в деталях изучить непосредственно описание, а так же разобраться со схемами электрическими которых в представленной литературе присутствует сразу несколько штук. Т.е. перед нами наиболее полное издание связанное с электрикой станка, ведь дополнение в виде этой важной книги обладает всеми необходимыми нюансами и качествами для проработки пунктов в том числе связанных с деталями. Иными словами, даже два представленных раздела и детально описанных в тексте будут представлять собой вполне отличное руководство к станочной единице, что позволит действительно реализовать весьма продуктивное взаимодействие с круглошлифовальным станком модели 3132.
Конечно, как и в любом руководстве или паспорте станка, что отвечает требованиям ведения технологического процесса можно встретить и так называемую ремонтную документацию. В данном случае она представляет собой материалы по быстроизнашиваемым деталям. Эта книга обладает уже объёмом порядка ста семнадцати страниц, что вобрал в себя довольно большое количество разнообразных чертежей соответствующей тематики. Здесь присутствует хорошая детализация, а так же все необходимые размеры и параметры, что позволят изготовить тот или иной изношенный элемент, не отрываясь от процесса производства на соответствующем станке, который находится в цехе производственного предприятия. При этом, подобный ремонт, конечно, должен осуществлять подготовленный специалист к данной работе, ведь в процессе могут возникнуть некоторые сложности, что нужно будет решать здесь, по месту. Всего же в представленном руководстве присутствует актуальная информация, что позволит производить технологическое взаимодействие с оборудованием в наиболее широкой модели. Таким образом, в случае необходимости можно будет применять издание и для реализации некоторых других проектов связанных, к примеру, со станочной оснасткой.