Паспорт 2Н55 (Ø 50 мм) Радиально-сверлильный станок (Одесса)
Наименование издания: Руководство к станку
Выпуск издания: Одесский завод радиально-сверлильных станков
Год выпуска издания: -
Кол-во книг (папок): 1
Кол-во страниц: 89
Стоимость: Договорная
Описание: Полный комплект документации

Руководство к станку
Содержание:
Введение
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка и установка
Ведомость комплектации
Краткая инструкция по использованию станка
1. Конструкция и работа станка
Общая компоновка станка. Спецификация узлов
Кинематическая схема станка
Спецификация зубчатых и червячных колёс, червяков, винтов и гаек
2. Конструкция узлов станка
Плита, цоколь, колонна
Охлаждение
Механизм зажима колонны
Рукав, его зажим на колонне и механизм подъёма
Сверлильная головка и её зажим
Фрикционная муфта
Коробка скоростей
Коробка подач
Механизм подачи
Механизм управления фрикционной муфтой
Шпиндель
Пружинный противовес
3. Электрооборудование станка
Общие сведения
Электросхема станка
Указания по обслуживанию электрооборудования станка
Спецификация покупного электрооборудования
4. Гидрооборудование станка
Техническая характеристика гидрооборудования
Схема гидравлическая принципиальная
Гидропреселектор
Привод гидропреселектора
Указания по обслуживанию гидрооборудования
5. Смазка станка
Спецификация мест смазки
6. Подготовка станка к первоначальному пуску. Первоначальный пуск и указания по технике безопасности
7. Настройка и наладка станка
8. Регулирование станка
Спецификация подшипников качения
Спецификация чертежей быстроизнашивающихся деталей
9. Особенности разборки и сборки станка при ремонте
Материалы по быстроизнашивающимся деталям
Чертежи и схемы станка:
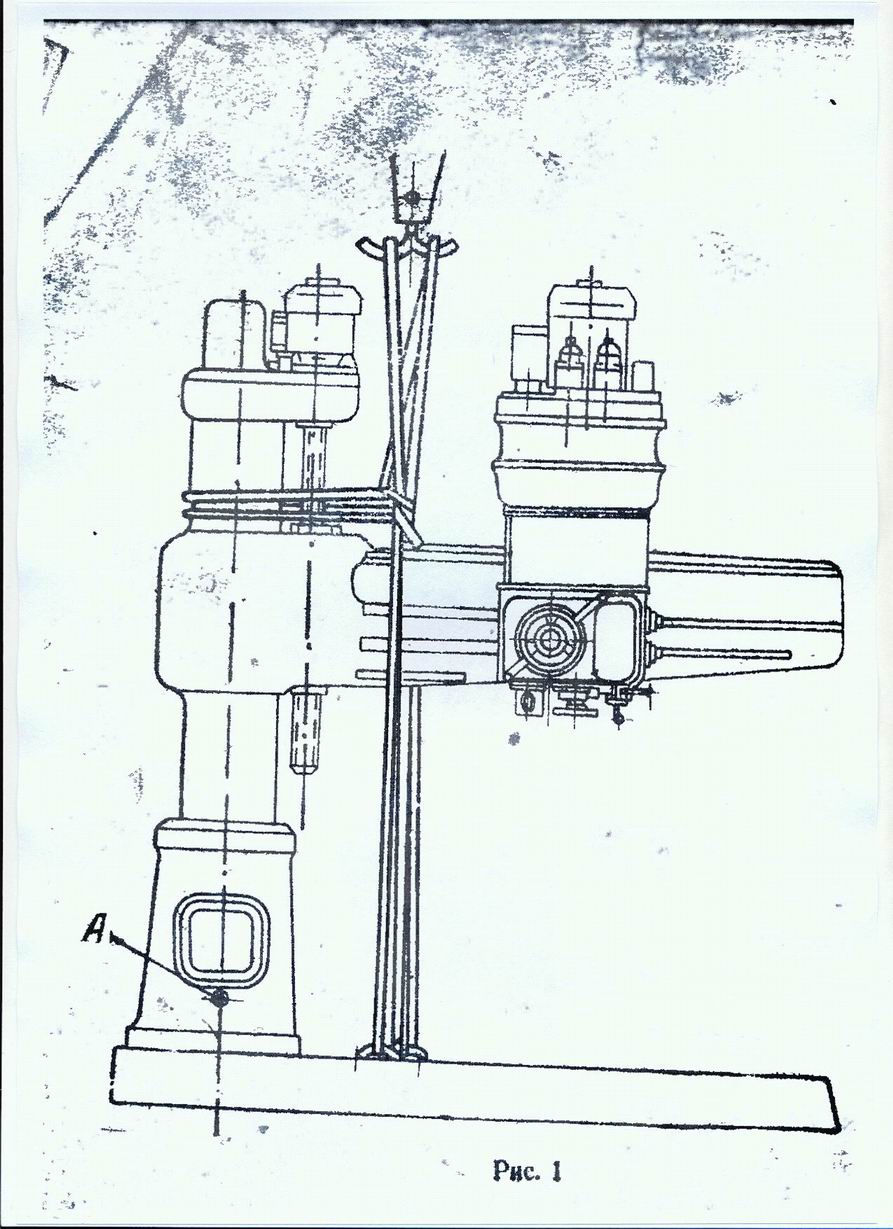
- Расположение составных частей станка
- Расположение органов управления и табличек с символами
- Перечень графических символов, указываемых на табличках
- Схема кинематическая
- Цоколь и колонна
- Охлаждение
- Гидрозажим колонны
- Редуктор
- Механизм подъёма
- Зажим рукава
- Механизм зажима сверлильной головки
- Коробка скоростей и фрикционная муфта
- Коробка подач
- Механизм включения подач
- Цилиндр управления фрикционной муфты
- Циклограмма работы гидропреселектора
- Гидропреселектор
- Привод гидропреселектора
- Командоаппарат
- Шпиндель
- Противовес
- Схема расположения электрооборудования
- Схема электрическая принципиальная
- Схема электрическая соединений. Колонна.
- Схема электрическая соединений. Рукав.
- Схема электрическая соединений. Панель управления.
- Схема электрическая соединений. Сверлильная головка.
- Схема гидравлическая принципиальная
- Гидропанель
- Схема смазки
- Схема транспортировки станка
- Фундамент станка
- Установка станка
Описание станка:
Техническое издание на радиально сверлильный станок 2н55 паспорт которого, в том числе находится в нашем архиве документации мы безусловно можем предложить согласно потребностям заказчика. Дело в том, что именно такая модель станка связанного со сверлильной обработкой металла представляет собой весьма и весьма востребованный вариант оборудования промышленного направления. Применяется станок в довольно широком сегменте операций, в состав которых по классике входит не только сверление отверстий в металле, но и рассверливание, зенкерование, что конечно расширяет возможности этой модели оборудования, именуемого ещё станочной единицей. Но вместе с этим, он осуществляет подрезку торцов и нарезку резьбы с помощью метчиков, что, конечно, будет являться классической задачей. Безусловно, обладая таким расширенным потенциалом представленная модель оборудования способна уверенно осуществлять и прочие операции, связанные с обработкой металла или же заготовок, затем идущих в серийное производство. Хотя, если рассматривать возможности сверлильного станка в более широком спектре, то здесь можно будет отметить и применение специальных приспособлений, а вместе с этим инструмента, что позволит действительно расширить возможности этого станка.
Отметим так же, что при наличии специализированной оснастки, станок вполне себе прекрасным образом справляется с операциями присущими расточному станку. Как мы видим, возможности этого оборудования, несмотря на довольно давний год выпуска всё же применимы и для современных производственных условий. Тем не менее, документация на станок была произведена Одесским заводом, который специализируется как раз на производстве радиально-сверлильных станков и сопутствующего им оборудования. В том случае, если рассматривать объём предлагаемой нами документации, то здесь присутствует издание порядка восьмидесяти девяти страниц, которые будут поданы в формате А4. При этом здесь находится и электрооборудование сверлильного станка, которое представлено в виде описания, т.е. теоретической части, но так же оно состоит из схем электрики, что будет являться действительно ключевым моментом в направлении работы с представленным станком. Кроме раздела электрооборудования, здесь можно обнаружить и механическую часть станка, на которой, конечно, базируется вся работа, связанная с механикой. В соответствующем разделе можно найти как теоретическую подачу материла для наиболее рационального изучения возможностей и особенностей станка.
Но и конечно практическую, ведь наличие разнообразных чертежей и схем механической части позволит уже не только эксплуатировать оборудование так сказать, на более высоком уровне. Но и заниматься его обслуживанием, а в некоторых случая даже мелким и средним ремонтом, хотя безусловно, этими направлениями работ лучше взаимодействовать профессионально подготовленным рабочим. Как уже было отмечено нами выше, что электросхема сверлильного станка в разнообразных модификациях так же имеется в наличии в представленных нами документах. Вместе с этим все чертежи схемы на станок были выведены отдельной главой, что позволят наиболее рациональным образом ознакомиться с содержанием на станок. Ведь, мы получаем наиболее выразительный вариант подачи документа и предпочтительную позицию по изучению возможностей и конечно вариативных особенностей станка. Ведь, радиально-сверлильный станок весьма успешным образом применим как в условиях ремонтных цехов, так и в условиях крупносерийных производств. Гласное чтобы у предприятия была потребность в технологичной обработке металла, а точнее, в создании отверстий в металлических заготовках и материалах.