Паспорт Н5220 (10 мм) Пресс-ножницы комбинированные
Наименование издания: Руководство к машине
Выпуск издания: -
Год выпуска издания: 1973
Кол-во книг (папок): 1
Кол-во страниц: 34
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство к машине
1. Паспорт
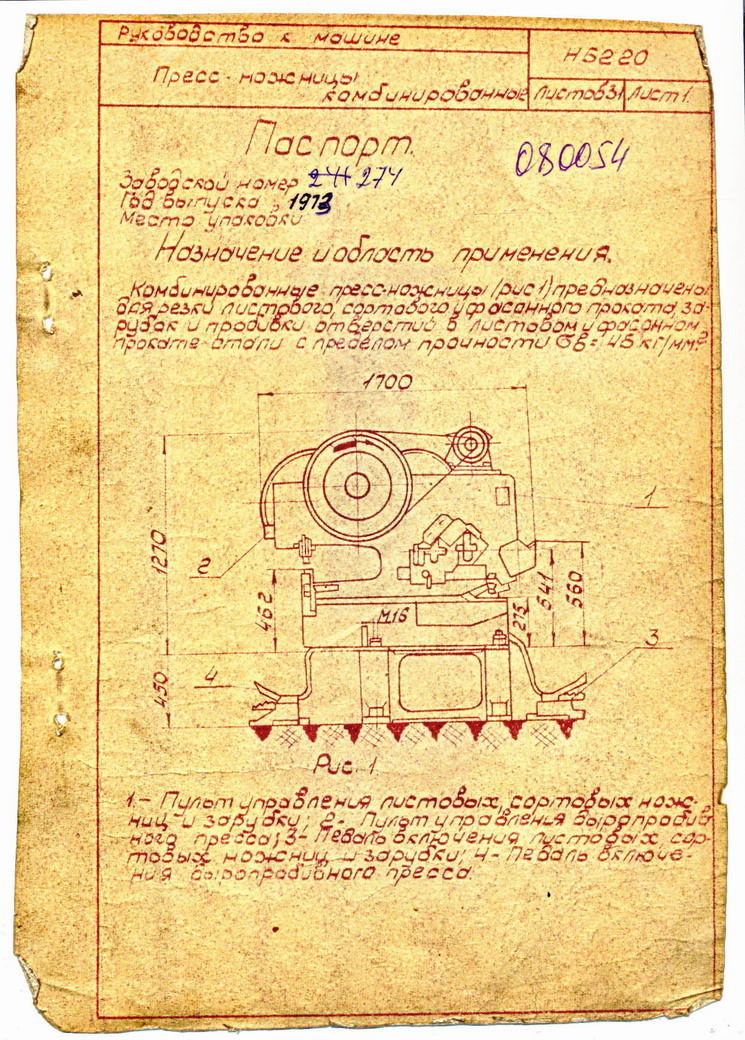
2. Назначение и область применения
- Общий вид пресс-ножниц
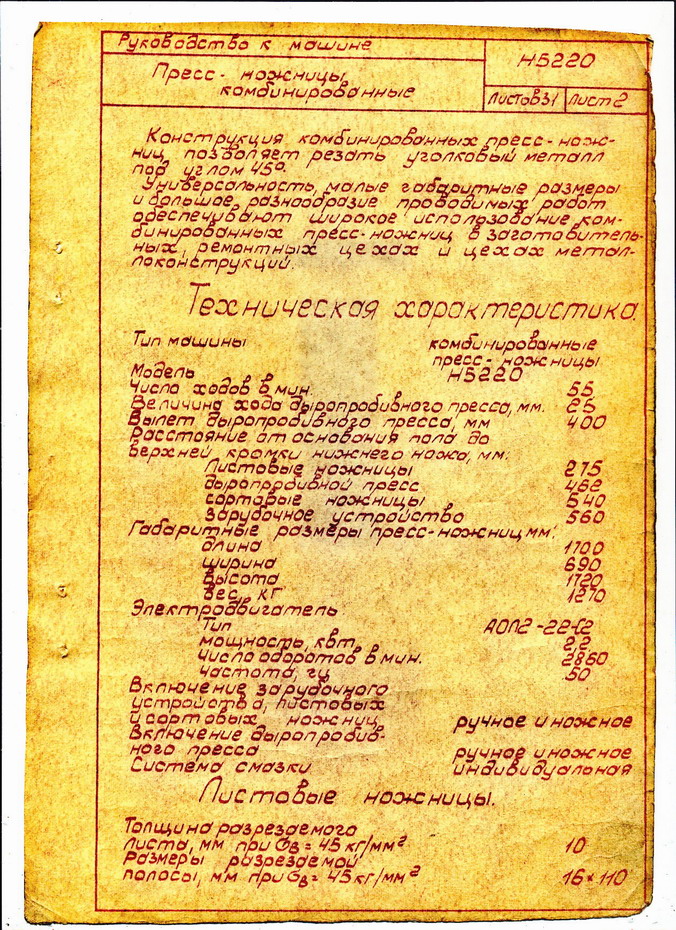
3. Техническая характеристика
- Схема строповки ножниц
4. Фундамент
- Схема установки ножниц на фундамент
5. Подготовка к работе
6. Настройка пресс-ножниц в процессе работы
- Крепление верхнего ножа листовых ножниц
- Крепление ножей зарубочного устройства
- Крепление матрицы
7. Эксплуатация
8. Специальные приспособления и инструменты
9. Конструкция
- Кинематическая схема пресс-ножниц
10. Управление муфтами
11. Ползун сортовых, листовых ножниц и зарубка
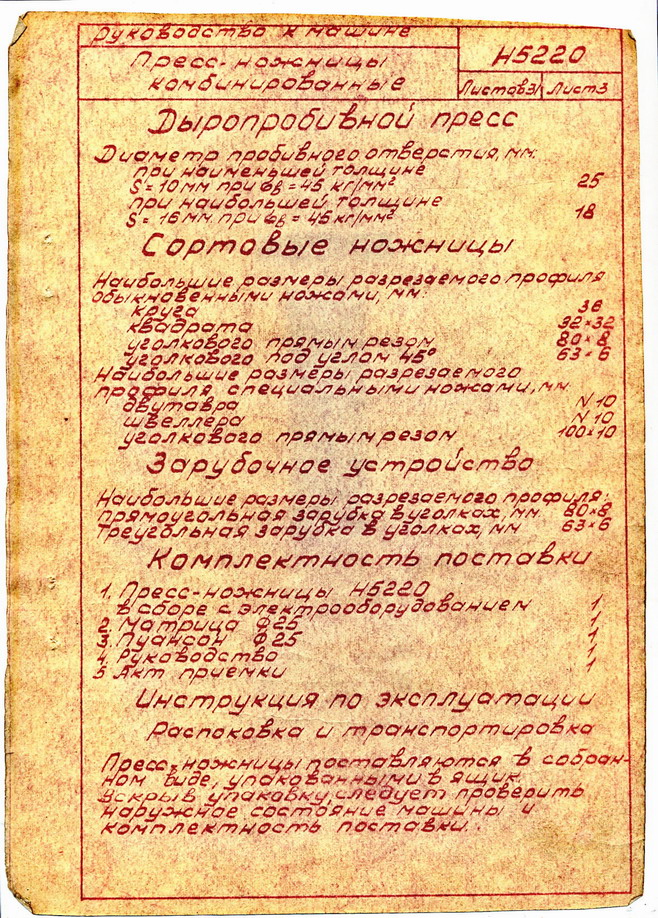
12. Дыропробивной пресс
13. Зарубочное устройство
14. Прижимы и упоры
15. Электрооборудование
Блокировка и защита
- Принципиальная электросхема
- Монтажная электросхема
16. Смазка ножниц
- Схема смазки
Спецификация к схеме смазки
17. Первоначальный пуск ножниц
18. Настройка, наладка ножниц, режим работы
19. Регулировка ножниц
- Примеры соединений деталей после резки
- Примеры работы зарубочного устройства
20. Указания по технике безопасности
21. Быстроизнашивающиеся детали********
Выпуск издания: -
Год выпуска издания: 1973
Кол-во книг (папок): 1
Кол-во страниц: 34
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство к машине
1. Паспорт
2. Назначение и область применения
- Общий вид пресс-ножниц
3. Техническая характеристика
- Схема строповки ножниц
4. Фундамент
- Схема установки ножниц на фундамент
5. Подготовка к работе
6. Настройка пресс-ножниц в процессе работы
- Крепление верхнего ножа листовых ножниц
- Крепление ножей зарубочного устройства
- Крепление матрицы
7. Эксплуатация
8. Специальные приспособления и инструменты
9. Конструкция
- Кинематическая схема пресс-ножниц
10. Управление муфтами
11. Ползун сортовых, листовых ножниц и зарубка
12. Дыропробивной пресс
13. Зарубочное устройство
14. Прижимы и упоры
15. Электрооборудование
Блокировка и защита
- Принципиальная электросхема
- Монтажная электросхема
16. Смазка ножниц
- Схема смазки
Спецификация к схеме смазки
17. Первоначальный пуск ножниц
18. Настройка, наладка ножниц, режим работы
19. Регулировка ножниц
- Примеры соединений деталей после резки
- Примеры работы зарубочного устройства
20. Указания по технике безопасности
21. Быстроизнашивающиеся детали********