Паспорт AWB–25 (АВБ–25) (Ø обработки прутка до 25 мм) Автоматический продольный токарный станок (Польша)
Наименование издания: Эксплуатационно-техническая документация
Выпуск издания: Польша, Фабрика токарных автоматов
Год выпуска издания: 1982
Кол-во книг (папок): 1
Кол-во страниц: 179
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Эксплуатационно-техническая документация
Введение
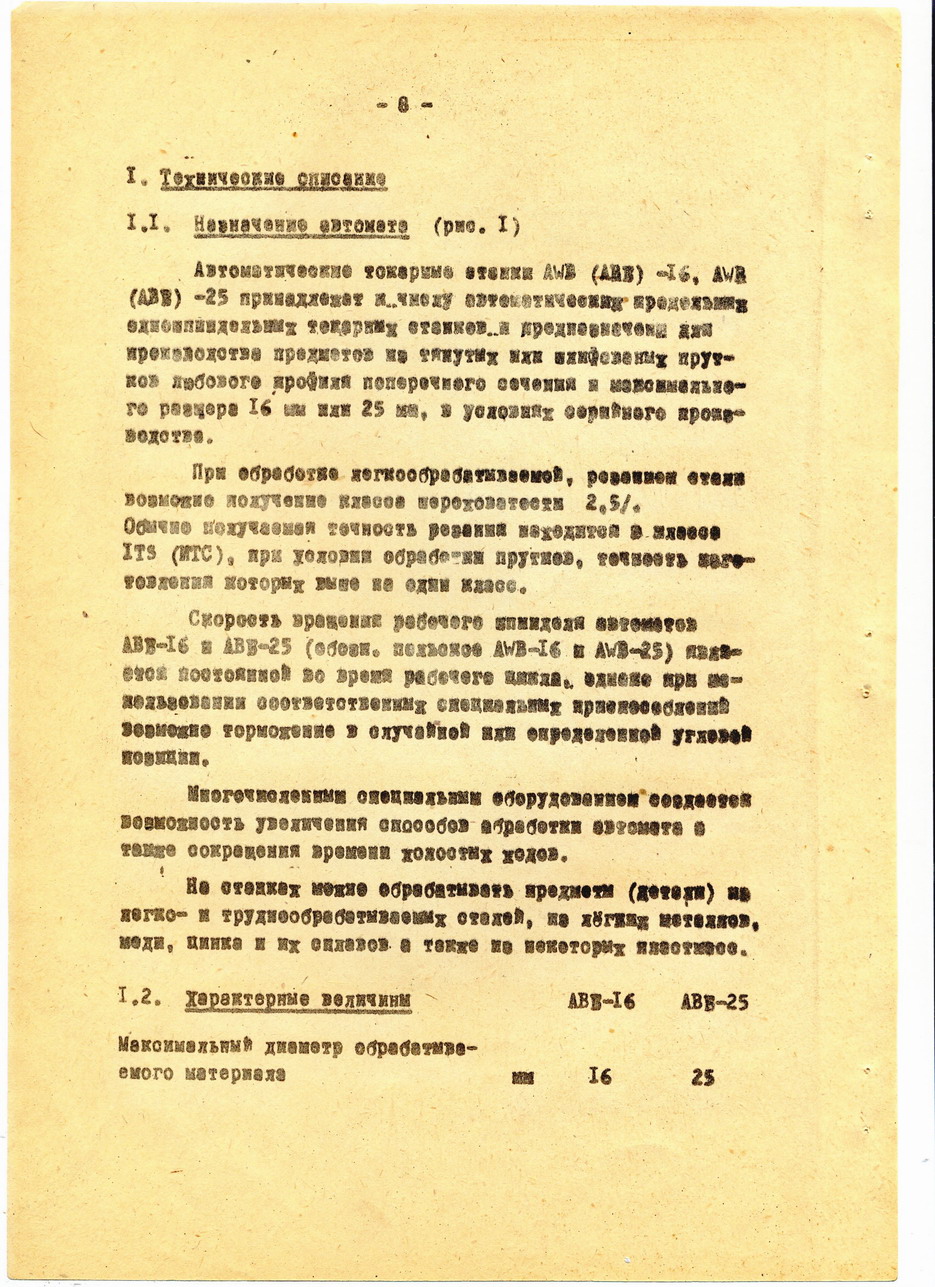
1. Техническое описание
Назначение автомата
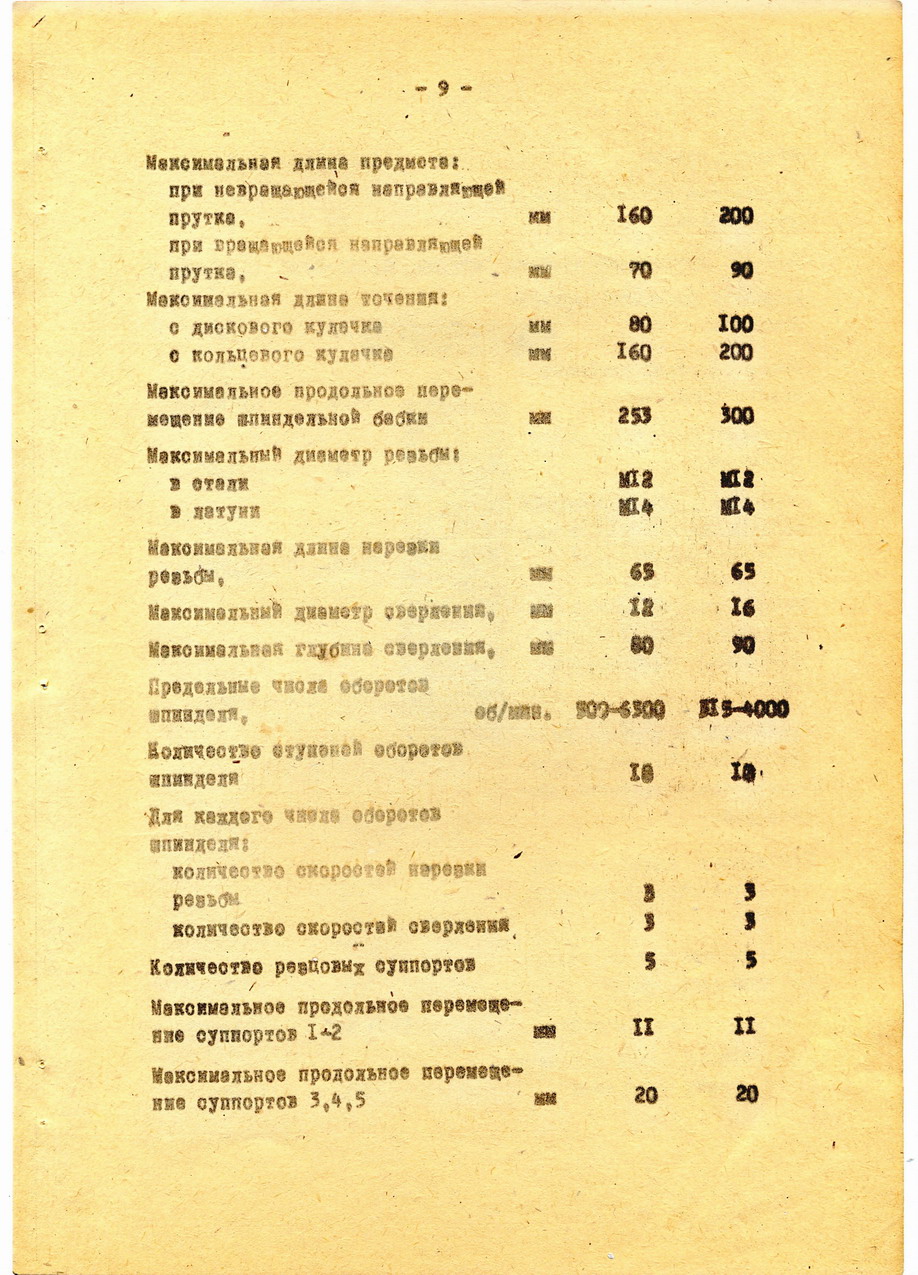
Характерные величины
Нормальное оборудование автомата
Специальное оборудование автомата
2. Транспортировка автомата
3. Фундамент и установка автомата
4. Подготовка автоматак запуску и пуск
Очистка
Смазка
Инструкция смазки
Технические свойства масел и смазочных материалов
Циркуляция охлаждающей жидкости
Подключение автомата к питающей сети
Подключение питающих проводов
Элементы обслуживания автомата
Инструкция по запуску автомата
Пуск автомата с оснащением
Последовательность операций рабочего цикла
Указания для обслуживающего персонала
Пуск автомата поставленного без оснащения
Неисправности в работе автомата и способы их устранения
5. Эксплуатация
Техника безопасности и охрана труда
Помещение
Защитная одежда и предохранительные приспособления
Работа на станке
Подготовительные операции до пуска автомата
Обслуживание во время работы
Обслуживание после окончания работы
6. Описание электропроводки и механизмов автомата
Электропроводка
Привод
Описание основных узлов
Распределительный вал механизма управления
Шпиндельная бабка
Резцовые суппорты
Механизм подачи материала
Невращающаяся направляющая прутка с нерегулируемой втулкой
Устройство быстрого хода распределительного вала
Предохранительная муфта
7. Ремонты
Указания и последовательность рекомендуемых ремонтов
Учет времени работы станков
Ремонтный цикл
Консервация
Периодические осмотры
Текущий ремонт
Средний ремонт
Капитальный ремонт
Аварийный ремонт
Техническая приемка после ремонта
8. Разработка производства
Основы разработки технологического процесса
Предварительные замечания
Разработка плана обработки
Режим резания
Пространство обработки
Основные размеры стержневых резцов
Расчетные основы разработки технологии производства
Подбор скорости вращения шпинделя
Расчет производительности продукции с применением механизма быстрого хода распределительного вала
Кулачки
Габаритные и конструктивные размеры кулачков
Вычерчивание кулачков
Примеры полной технологической разработки
Пример 1
Пример 2
Заменители польских смазочных материалов и масел
Гарантийное свидетельство шпинделя
Условия технической приемки одношпиндельный продольный автомат AWB – 16/25 (АВБ – 16/25)
Перечень таблиц:
Таблица 1 – Операционная карта для продольных автоматов
Таблица 2 – Скорости резания
Таблица 3 – Подачи во время точения стали и латуни
Таблица 4 – Подачи во время сверления в латуни и стали, а также во время засверливания
Таблица 5 – Ширина отрезных резцов
Таблица 6 – Основные размеры стержневых резцов
Таблица 7 – Скорости вращения шпинделя AWB – 16 (АВБ – 16)
Таблица 7а – Скорости вращения шпинделя AWB – 25 (АВБ – 25)
Таблица 8 – Передаточные числа от шпинделя к распределительному валу AWB – 16 (АВБ – 16)
Таблица 8а – Передаточные числа от шпинделя к распределительному валу AWB – 25 (АВБ – 25)
Таблица 9 – Угловые значения некоторых вспомогательных операций
Таблица 10 – Операционная карта продольных автоматов (Пример-1)
Таблица 11 – Операционная карта продольных автоматов (Пример-2)
Таблица 12 – Размеры кулачков
Таблица 13 – Перечень электрической аппаратуры
Перечень чертежей:
Рис. 1 – Офортный чертеж
Рис. 2 – Транспортировка краном автомата в упаковке
Рис. 2а – Транспортировка на роликах автомата в упаковке
Рис. 2 – Транспортировка краном автомата без упаковки
Рис. 3 – Способ установки автоматов в цеху
Рис. 3а – Фундаменты под установку автомата
Рис. 4 – План смазки
Рис. 4а – Циркуляция охлаждающе-смазывающей жидкости
Рис. 5 – Схема размещения электроаппаратуры
Рис. 5а – Монтажная схема
Рис. 6 – Принципиальная схема электропроводки
Рис. 7 – Размещения элементов обслуживания
Рис. 8 – Кинематическая схема
Рис. 9 – Распределительный вал
Рис. 9а – Распределительный вал
Рис. 10 – Привод распределительного вала
Рис. 11 – Шпиндельная бабка
Рис. 11а – Разжим и зажим зажимной втулки
Рис. 12 – Резцовые суппорты
Рис. 13 – Механизм подачи материала
Рис. 14 – Невращающаяся направляющая прутка с нерегулируемой втулкой
Рис. 14а – Обработка без направляющей прутка
Рис. 14б – Обработка с применением направляющей прутка
Рис. 15 – Устройство для включения быстрого хода распределительного вала
Рис. 16 – Пространство обработки
Рис. 17 – Размеры кулачков
Рис. 18 – Кулачковый копир
Рис. 19 - AWB – 16 (АВБ – 16) Кулачковый копир шпиндельной бабки для W<12 шт./мин.
Рис. 19а- AWB – 25 (АБВ-16) Кулачковый копир шпиндельной бабки для W<или = 10 шт./мин
Рис. 20 - AWB – 16 (АВБ – 16) Кулачковый копир шпиндельной бабки для W>12 шт./мин.
Рис. 21 - AWB – 16 (АВБ – 16) Кулачковый копир суппорта 1-2 для W=5+12 шт./мин.
Рис. 21а - AWB – 25 (АВБ – 25) Кулачковый копир резца 1-2 для W<или = 4 шт./мин.
Рис. 22 - AWB – 16 (АВБ – 16) Кулачковый копир суппорта 1-2 дляW>12 шт./мин.
Рис. 22а - AWB – 25 (АВБ – 25) Кулачковый копир резца 1-2 для W= 4+10 шт./минРис. 23 - AWB – 16 (АВБ – 16) Кулачковый копир суппорта 3,4,5 для W< или =12 шт./мин.
Рис. 23а - AWB – 25 (АВБ – 25) Кулачковый копир резца 3,4,5 для W< или =10 шт./мин.
Рис. 24 - AWB – 16 (АВБ – 16) Кулачковый копир суппорта 3,4,5 для W>12 шт./мин.
Рис. 25 - AWB – 16 (АВБ – 16) Цилиндрическо-торцовый кулачковый копир шпиндельной бабки
Рис. 25а - AWB – 25 (АВБ – 25) Цилиндрическо-торцовый кулачковый копир шпиндельной бабки
Рис. 26 - AWB – 25 (АВБ – 25) Подготовленный к обработке пруток
Рис. 27 – Кулачек суппорта 1-8. Пример 1
Рис. 28 – Кулачек суппорта 8. Пример 1
Рис. 29 – Кулачек суппорта 4. Пример 1
Рис. 30 – Кулачек суппорта 5. Пример 1
Рис. 31 – Кулачек шпиндельной бабки. Пример 1
Рис. 32 – Кулачек суппорта 1-2. Пример 2
Рис. 33 – Кулачек суппорта 3. Пример 2
Рис. 34 – Кулачек суппорта 4. Пример 2
Рис. 35 – Кулачек суппорта 5. Пример 2
Рис. 36 – Кулачек сверления и нарезки резьбы. Пример 2
Рис. 37 – Кулачек наклона головки. Пример 2
Рис. 38 – Кулачек шпиндельной бабки. Пример 2
Выпуск издания: Польша, Фабрика токарных автоматов
Год выпуска издания: 1982
Кол-во книг (папок): 1
Кол-во страниц: 179
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Эксплуатационно-техническая документация
Введение
1. Техническое описание
Назначение автомата
Характерные величины
Нормальное оборудование автомата
Специальное оборудование автомата
2. Транспортировка автомата
3. Фундамент и установка автомата
4. Подготовка автоматак запуску и пуск
Очистка
Смазка
Инструкция смазки
Технические свойства масел и смазочных материалов
Циркуляция охлаждающей жидкости
Подключение автомата к питающей сети
Подключение питающих проводов
Элементы обслуживания автомата
Инструкция по запуску автомата
Пуск автомата с оснащением
Последовательность операций рабочего цикла
Указания для обслуживающего персонала
Пуск автомата поставленного без оснащения
Неисправности в работе автомата и способы их устранения
5. Эксплуатация
Техника безопасности и охрана труда
Помещение
Защитная одежда и предохранительные приспособления
Работа на станке
Подготовительные операции до пуска автомата
Обслуживание во время работы
Обслуживание после окончания работы
6. Описание электропроводки и механизмов автомата
Электропроводка
Привод
Описание основных узлов
Распределительный вал механизма управления
Шпиндельная бабка
Резцовые суппорты
Механизм подачи материала
Невращающаяся направляющая прутка с нерегулируемой втулкой
Устройство быстрого хода распределительного вала
Предохранительная муфта
7. Ремонты
Указания и последовательность рекомендуемых ремонтов
Учет времени работы станков
Ремонтный цикл
Консервация
Периодические осмотры
Текущий ремонт
Средний ремонт
Капитальный ремонт
Аварийный ремонт
Техническая приемка после ремонта
8. Разработка производства
Основы разработки технологического процесса
Предварительные замечания
Разработка плана обработки
Режим резания
Пространство обработки
Основные размеры стержневых резцов
Расчетные основы разработки технологии производства
Подбор скорости вращения шпинделя
Расчет производительности продукции с применением механизма быстрого хода распределительного вала
Кулачки
Габаритные и конструктивные размеры кулачков
Вычерчивание кулачков
Примеры полной технологической разработки
Пример 1
Пример 2
Заменители польских смазочных материалов и масел
Гарантийное свидетельство шпинделя
Условия технической приемки одношпиндельный продольный автомат AWB – 16/25 (АВБ – 16/25)
Перечень таблиц:
Таблица 1 – Операционная карта для продольных автоматов
Таблица 2 – Скорости резания
Таблица 3 – Подачи во время точения стали и латуни
Таблица 4 – Подачи во время сверления в латуни и стали, а также во время засверливания
Таблица 5 – Ширина отрезных резцов
Таблица 6 – Основные размеры стержневых резцов
Таблица 7 – Скорости вращения шпинделя AWB – 16 (АВБ – 16)
Таблица 7а – Скорости вращения шпинделя AWB – 25 (АВБ – 25)
Таблица 8 – Передаточные числа от шпинделя к распределительному валу AWB – 16 (АВБ – 16)
Таблица 8а – Передаточные числа от шпинделя к распределительному валу AWB – 25 (АВБ – 25)
Таблица 9 – Угловые значения некоторых вспомогательных операций
Таблица 10 – Операционная карта продольных автоматов (Пример-1)
Таблица 11 – Операционная карта продольных автоматов (Пример-2)
Таблица 12 – Размеры кулачков
Таблица 13 – Перечень электрической аппаратуры
Перечень чертежей:
Рис. 1 – Офортный чертеж
Рис. 2 – Транспортировка краном автомата в упаковке
Рис. 2а – Транспортировка на роликах автомата в упаковке
Рис. 2 – Транспортировка краном автомата без упаковки
Рис. 3 – Способ установки автоматов в цеху
Рис. 3а – Фундаменты под установку автомата
Рис. 4 – План смазки
Рис. 4а – Циркуляция охлаждающе-смазывающей жидкости
Рис. 5 – Схема размещения электроаппаратуры
Рис. 5а – Монтажная схема
Рис. 6 – Принципиальная схема электропроводки
Рис. 7 – Размещения элементов обслуживания
Рис. 8 – Кинематическая схема
Рис. 9 – Распределительный вал
Рис. 9а – Распределительный вал
Рис. 10 – Привод распределительного вала
Рис. 11 – Шпиндельная бабка
Рис. 11а – Разжим и зажим зажимной втулки
Рис. 12 – Резцовые суппорты
Рис. 13 – Механизм подачи материала
Рис. 14 – Невращающаяся направляющая прутка с нерегулируемой втулкой
Рис. 14а – Обработка без направляющей прутка
Рис. 14б – Обработка с применением направляющей прутка
Рис. 15 – Устройство для включения быстрого хода распределительного вала
Рис. 16 – Пространство обработки
Рис. 17 – Размеры кулачков
Рис. 18 – Кулачковый копир
Рис. 19 - AWB – 16 (АВБ – 16) Кулачковый копир шпиндельной бабки для W<12 шт./мин.
Рис. 19а- AWB – 25 (АБВ-16) Кулачковый копир шпиндельной бабки для W<или = 10 шт./мин
Рис. 20 - AWB – 16 (АВБ – 16) Кулачковый копир шпиндельной бабки для W>12 шт./мин.
Рис. 21 - AWB – 16 (АВБ – 16) Кулачковый копир суппорта 1-2 для W=5+12 шт./мин.
Рис. 21а - AWB – 25 (АВБ – 25) Кулачковый копир резца 1-2 для W<или = 4 шт./мин.
Рис. 22 - AWB – 16 (АВБ – 16) Кулачковый копир суппорта 1-2 дляW>12 шт./мин.
Рис. 22а - AWB – 25 (АВБ – 25) Кулачковый копир резца 1-2 для W= 4+10 шт./минРис. 23 - AWB – 16 (АВБ – 16) Кулачковый копир суппорта 3,4,5 для W< или =12 шт./мин.
Рис. 23а - AWB – 25 (АВБ – 25) Кулачковый копир резца 3,4,5 для W< или =10 шт./мин.
Рис. 24 - AWB – 16 (АВБ – 16) Кулачковый копир суппорта 3,4,5 для W>12 шт./мин.
Рис. 25 - AWB – 16 (АВБ – 16) Цилиндрическо-торцовый кулачковый копир шпиндельной бабки
Рис. 25а - AWB – 25 (АВБ – 25) Цилиндрическо-торцовый кулачковый копир шпиндельной бабки
Рис. 26 - AWB – 25 (АВБ – 25) Подготовленный к обработке пруток
Рис. 27 – Кулачек суппорта 1-8. Пример 1
Рис. 28 – Кулачек суппорта 8. Пример 1
Рис. 29 – Кулачек суппорта 4. Пример 1
Рис. 30 – Кулачек суппорта 5. Пример 1
Рис. 31 – Кулачек шпиндельной бабки. Пример 1
Рис. 32 – Кулачек суппорта 1-2. Пример 2
Рис. 33 – Кулачек суппорта 3. Пример 2
Рис. 34 – Кулачек суппорта 4. Пример 2
Рис. 35 – Кулачек суппорта 5. Пример 2
Рис. 36 – Кулачек сверления и нарезки резьбы. Пример 2
Рис. 37 – Кулачек наклона головки. Пример 2
Рис. 38 – Кулачек шпиндельной бабки. Пример 2