Паспорт 1Н318Р (Ø обработки прутка до 18 мм) Токарно-револьверный станок (Новочеркасск)
Наименование издания:
Часть 1: Руководство по эксплуатации – 85 страниц
Часть 2: Электрооборудование – 30 страниц
Выпуск издания: Новочеркасский станкостроительный завод
Год выпуска издания: -
Кол-во книг (папок): 2
Кол-во страниц: 115
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть1: Руководство по эксплуатации
1. Назначение и область применения
2. Распаковка и транспортировка
- Схема транспортировки станка
3. Фундамент и установка
- Габаритные размеры станка в плане и план фундамента
4. Паспорт станка
Общие сведения
Техническая характеристика
- Общий вид и органы управления станка
- Габариты рабочего пространства, посадочные и присоединительные базы
- Кинематическая схема станка
Спецификация зубчатых и червячных колёс, червяков, реек, винтов и гаек станка
Экспликация подшипников качения
Механизм главного движения
Механизм подачи
Изменения в станке
Сведения о ремонте станка
5. Устройство
Общая компановка и основные движения
- Редуктор
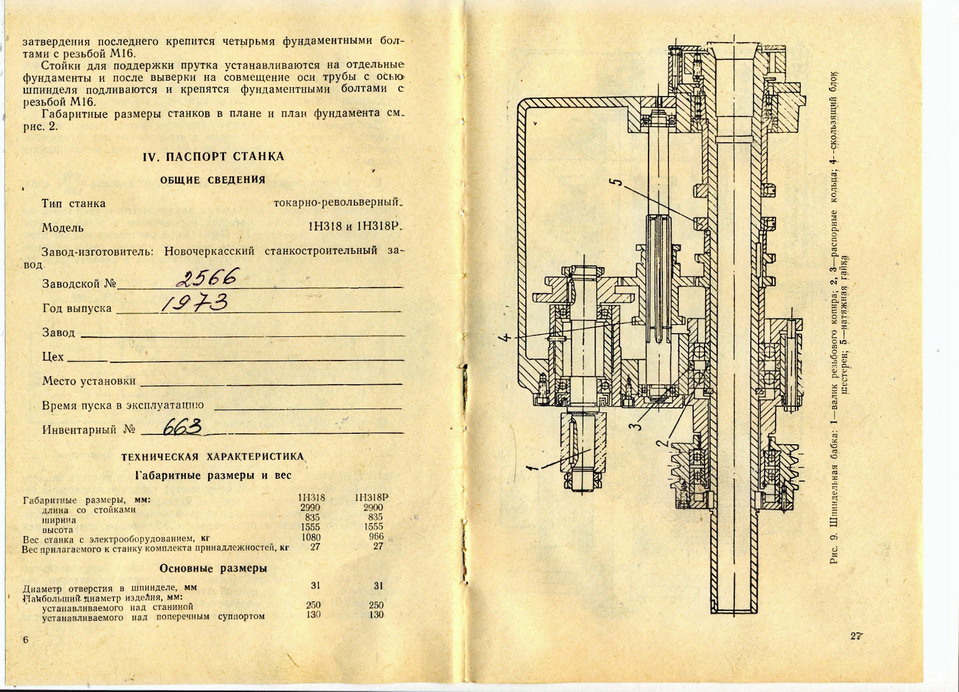
- Шпиндельная бабка
- Коробка подач станка
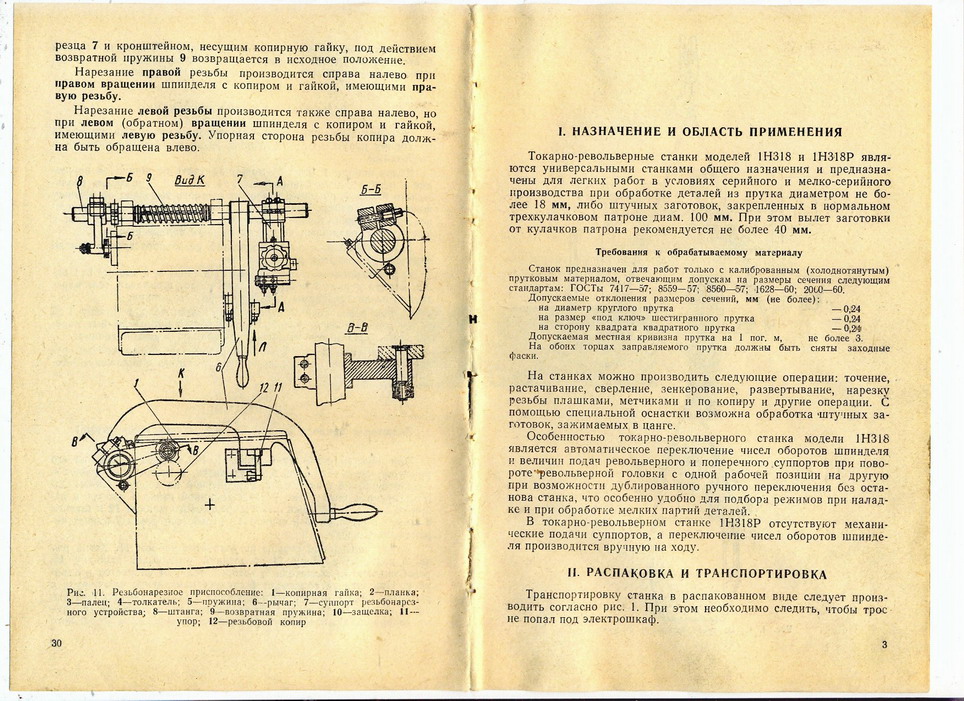
- Резьбонарезное приспособление
- Механизм подачи и зажима прутка
- Фартук поперечного суппорта
- Поперечный суппорт
- Фартук револьверного суппорта
- Револьверный суппорт
- Командоаппарат станка
6. Смазка станка
- Схема смазки
Общие сведения
Централизованная система смазки
Система смазки фартука револьверного суппорта станка
Спецификация к схемам смазки
- Карта смазки
Указания по обслуживанию системы смазки
7. Подготовка станка к первоначальному пуску. Первоначальный пуск
8. Регулировка станка
- Упор штучных заготовок
Регулировка зазоров в опорах шпинделя
Регулировка зажима револьверной головки
Регулировка зазора в направляющих кареток суппорта
Регулировка механизма подачи и зажима прутка. Регулировка усилия зажима
Порядок замены цанг при переходе на пруток другого диаметра
Регулировка момента выключения электродвигателя механизма подачи и зажима прутка
Настройка механизма на обработку штучных заготовок, зажимаемых в цанге
Регулировка люфта ходового винта поперечного суппорта
Регулировка мелкозубчатой муфты включения подачи и фартуке поперечного суппорта
9. Возможные неисправности и способы их устранения
10. Комплект поставки
Акт приёмки
Часть 2: Электрооборудование
1. Общие данные
- Расположение электрооборудования на станке
- Расположение электроаппаратов в электрошкафу
2. Описание электросхемы станка
Управление двигателем главного привода и направлением вращения шпинделя
Управление числами оборотов шпинделя и подачами
Ручное управление числами оборотов шпинделя и подачами
Автоматическое управление числами оборотов и подачами. Работа командоаппарата
Механизм подачи и зажима прутка
3. Описание электросхемы станка
Управление двигателем главного привода и направлением вращения шпинделя
Управление числами оборотов шпинделя
Механизм подачи и зажима прутка
4. Защита и блокировка в электросхемах
5. Указания по обслуживанию электрооборудования
6. Спецификация покупного электрооборудования
7. Особенности исполнения станка на различные напряжения и частоту тока питающей сети
8. Возможные неисправности в работе электрооборудования и методы их устранения
- Принципиальная электросхема станка
- Схема электрических соединений станка
Часть 1: Руководство по эксплуатации – 85 страниц
Часть 2: Электрооборудование – 30 страниц
Выпуск издания: Новочеркасский станкостроительный завод
Год выпуска издания: -
Кол-во книг (папок): 2
Кол-во страниц: 115
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть1: Руководство по эксплуатации
1. Назначение и область применения
2. Распаковка и транспортировка
- Схема транспортировки станка
3. Фундамент и установка
- Габаритные размеры станка в плане и план фундамента
4. Паспорт станка
Общие сведения
Техническая характеристика
- Общий вид и органы управления станка
- Габариты рабочего пространства, посадочные и присоединительные базы
- Кинематическая схема станка
Спецификация зубчатых и червячных колёс, червяков, реек, винтов и гаек станка
Экспликация подшипников качения
Механизм главного движения
Механизм подачи
Изменения в станке
Сведения о ремонте станка
5. Устройство
Общая компановка и основные движения
- Редуктор
- Шпиндельная бабка
- Коробка подач станка
- Резьбонарезное приспособление
- Механизм подачи и зажима прутка
- Фартук поперечного суппорта
- Поперечный суппорт
- Фартук револьверного суппорта
- Револьверный суппорт
- Командоаппарат станка
6. Смазка станка
- Схема смазки
Общие сведения
Централизованная система смазки
Система смазки фартука револьверного суппорта станка
Спецификация к схемам смазки
- Карта смазки
Указания по обслуживанию системы смазки
7. Подготовка станка к первоначальному пуску. Первоначальный пуск
8. Регулировка станка
- Упор штучных заготовок
Регулировка зазоров в опорах шпинделя
Регулировка зажима револьверной головки
Регулировка зазора в направляющих кареток суппорта
Регулировка механизма подачи и зажима прутка. Регулировка усилия зажима
Порядок замены цанг при переходе на пруток другого диаметра
Регулировка момента выключения электродвигателя механизма подачи и зажима прутка
Настройка механизма на обработку штучных заготовок, зажимаемых в цанге
Регулировка люфта ходового винта поперечного суппорта
Регулировка мелкозубчатой муфты включения подачи и фартуке поперечного суппорта
9. Возможные неисправности и способы их устранения
10. Комплект поставки
Акт приёмки
Часть 2: Электрооборудование
1. Общие данные
- Расположение электрооборудования на станке
- Расположение электроаппаратов в электрошкафу
2. Описание электросхемы станка
Управление двигателем главного привода и направлением вращения шпинделя
Управление числами оборотов шпинделя и подачами
Ручное управление числами оборотов шпинделя и подачами
Автоматическое управление числами оборотов и подачами. Работа командоаппарата
Механизм подачи и зажима прутка
3. Описание электросхемы станка
Управление двигателем главного привода и направлением вращения шпинделя
Управление числами оборотов шпинделя
Механизм подачи и зажима прутка
4. Защита и блокировка в электросхемах
5. Указания по обслуживанию электрооборудования
6. Спецификация покупного электрооборудования
7. Особенности исполнения станка на различные напряжения и частоту тока питающей сети
8. Возможные неисправности в работе электрооборудования и методы их устранения
- Принципиальная электросхема станка
- Схема электрических соединений станка