Паспорт 1Г340 (Ø обработки прутка до 40 мм) Токарно-револьверный станок (Бердичевск)
Наимегование издания: Руководство по эксплуатации
Выпуск издания: Бердичевский станкостроительный завод «Комсомолец»
Год выпуска издания: 1979
Кол-во книг (папок): 1
Кол-во страниц: 214
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по эксплуатации
Часть 1: Техническое описание
1. Назначение и область применения
2. Состав станка и органы управления
- Расположение составных частей станка
- Расположение органов управления
3. Кинематическая схема
4. Конструкция узлов
- Коробка скоростей
- Коробка подач
- Общий вид револьверного суппорта
- Механизм отключения круговых подач
- Привод круговых подач револьверной головки
- Механизм ручного вращения револьверной головки
- Механизм фиксации револьверной головки
- Упор ограничения круговых подач револьверной головки
- Упор ограничения круговых подач индикаторный
- Фартук револьверного суппорта
- Привод ускоренных продольных перемещений револьверного суппорта
- Упор отводной
- Барабан упоров передний
- Барабан упоров передний индикаторный
- Механизм зажима и подачи материала
- Универсальная цанга подачи
- Механизм зажима с двухопорной цангой
- Бабка шпиндельная
- Стойки
- Копировальное устройство
- Устройство резьбонарезное
- Схема наладки инструмента вне станка
- Карта наладки
- Суппорт отрезной
- Защита направляющих
5. Система гидравлическая
- Гидравлическая схема станка
6. Система охлаждения
7. Система смазки
- Схема расположения смазочных и смазываемых устройств станка
- Станция смазки
- Схема системы смазки узлов
8. Принадлежности
9. Электрооборудование
- Схемы соединений выводных концов обмоток статора
- Схема электрическая принципиальная (1Г340 - 1Г340П.00.000 АРЭ)
- Схема электрическая соединений станка
- Схема электрическая панели управления
- Схема электрическая соединений пульта управления
- Схема электрическая соединений штекерной панели
- Схема электрическая соединений панели CVR
Часть 2: Инструкция по эксплуатации
1. Меры безопасности
2. Распаковка и транспортировка
- Схема транспортировки станка
- Схема транспортировки насосной установки
3. Монтаж
- Схема установки
4. Подготовка к первоначальному пуску и пробный пуск
6. Настройка, наладка и режимы работы
7. Регулирование
- Схема регулирования натяжных ремней
8. Особенности разборки некоторых узлов
9. Схема расположения подшипников
Часть 3: Паспорт
1. Общие сведения
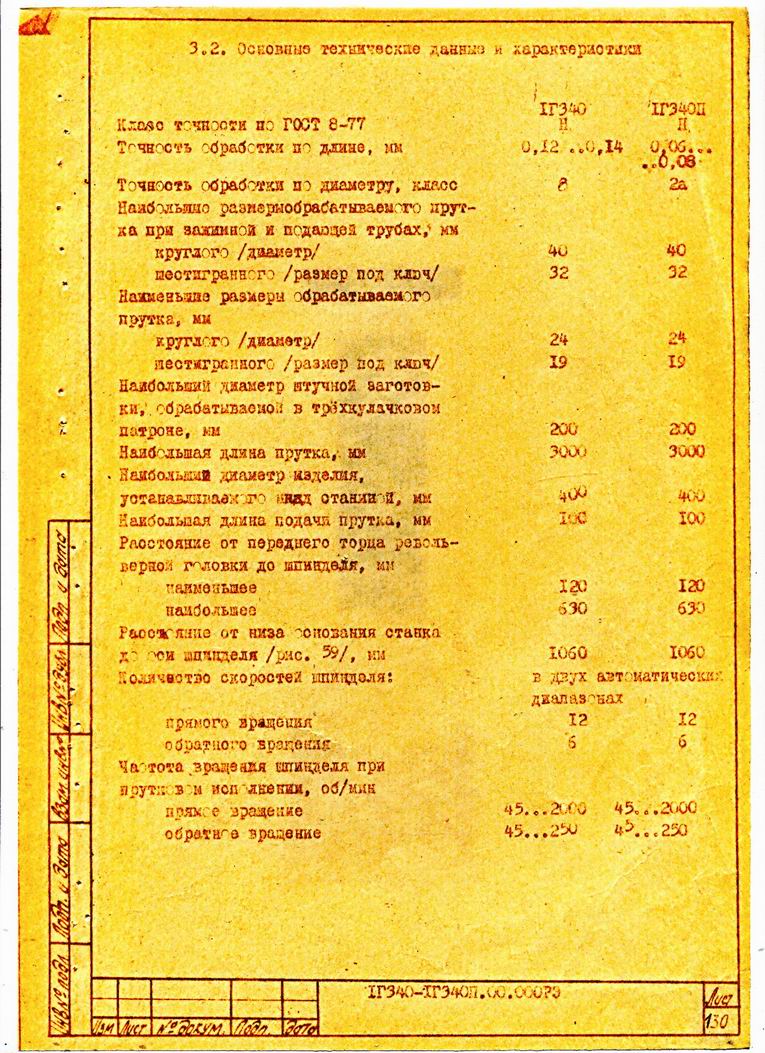
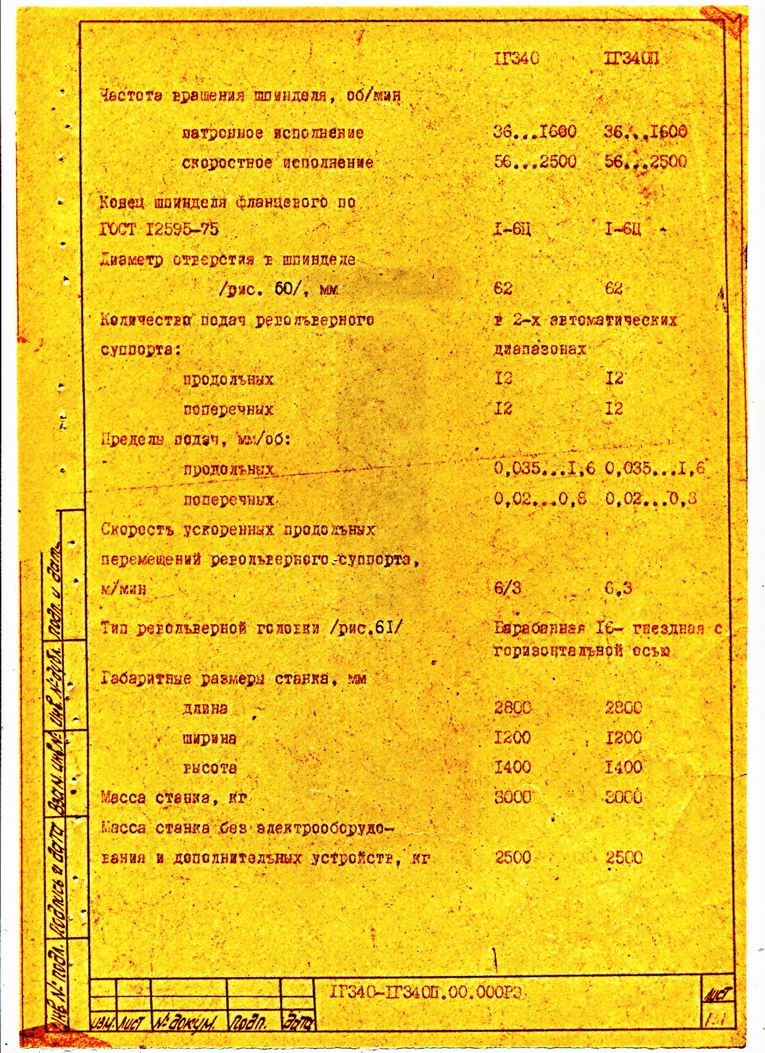
2. Основные технические данные и характеристики
- Головка револьверная
- Конец шпинделя
- Рабочее пространство
3. Сведения о ремонте
4. Сведения об изменениях в станке
5. Комплект поставки
6. Свидетельство о приёмке
7. Свидетельство о консервации
8. Свидетельство об упаковке