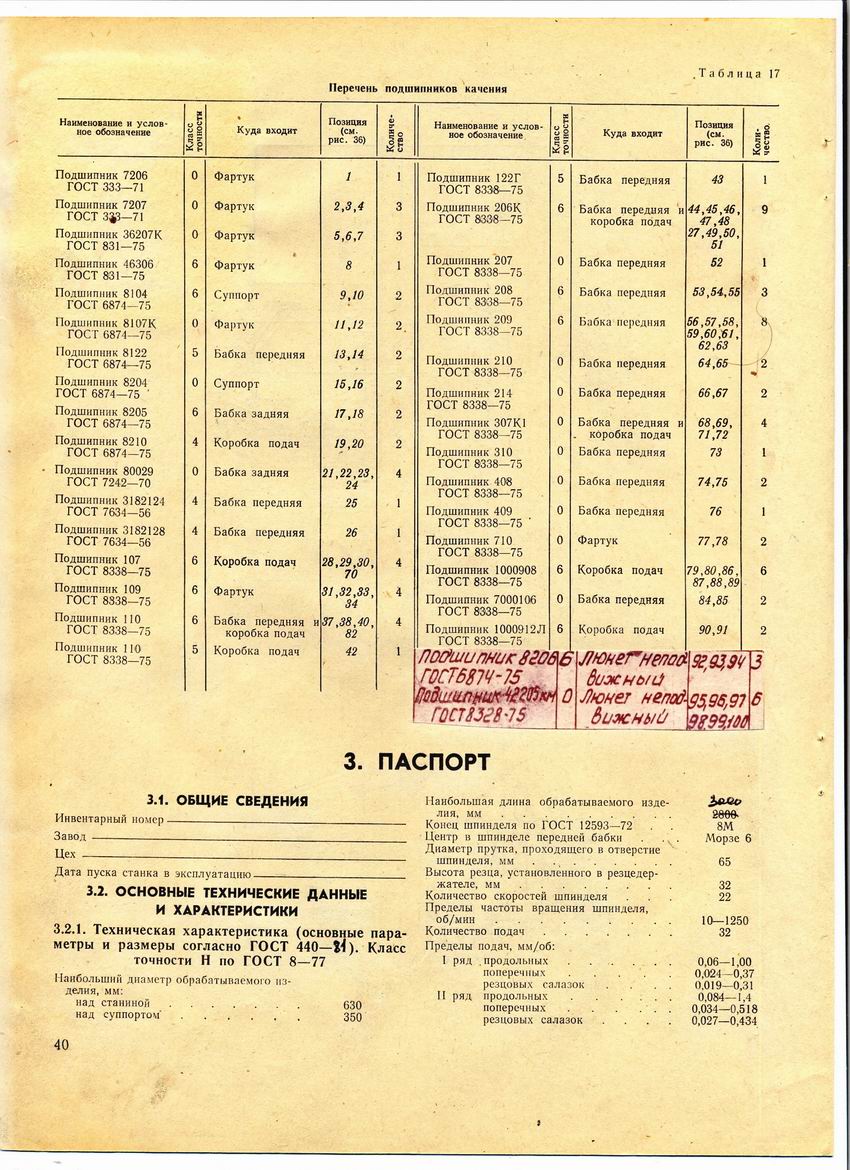
Паспорт 1М63Б-1 (РМЦ 2800 мм) Станок токарно-винторезный (Рязань)
| Индекс материала |
|---|
| Паспорт 1М63Б-1 (РМЦ 2800 мм) Станок токарно-винторезный (Рязань) |
| Содержание паспорта |
| Все страницы |
JPAGE_CURRENT_OF_TOTAL
Наименование издания: Руководство по эксплуатации (1М63Б.00.000.РЭ)Выпуск издания: Рязанский ордена Ленина станкостроительный завод
Год выпуска издания: 1981
Кол-во книг (папок): 1
Кол-во страниц: 80
Стоимость: Договорная

Предыдущая - Следующая >>