Паспорт 3Б153 Круглошлифовальный полуавтомат (Вильнюс)
Наименование издания:
Часть 1: Руководство по эксплуатации – 62 страницы
Часть 2: Руководство по электрической части – 20 страниц
Часть 3: Альбом быстроизнашивающихся деталей – 34 страницы
Часть 4: Акт приёмки – 14 страниц
Выпуск издания: Вильнюсский завод шлифовальных станков
Год выпуска издания: 1972
Кол-во книг (папок): 4
Кол-во страниц: 130
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации
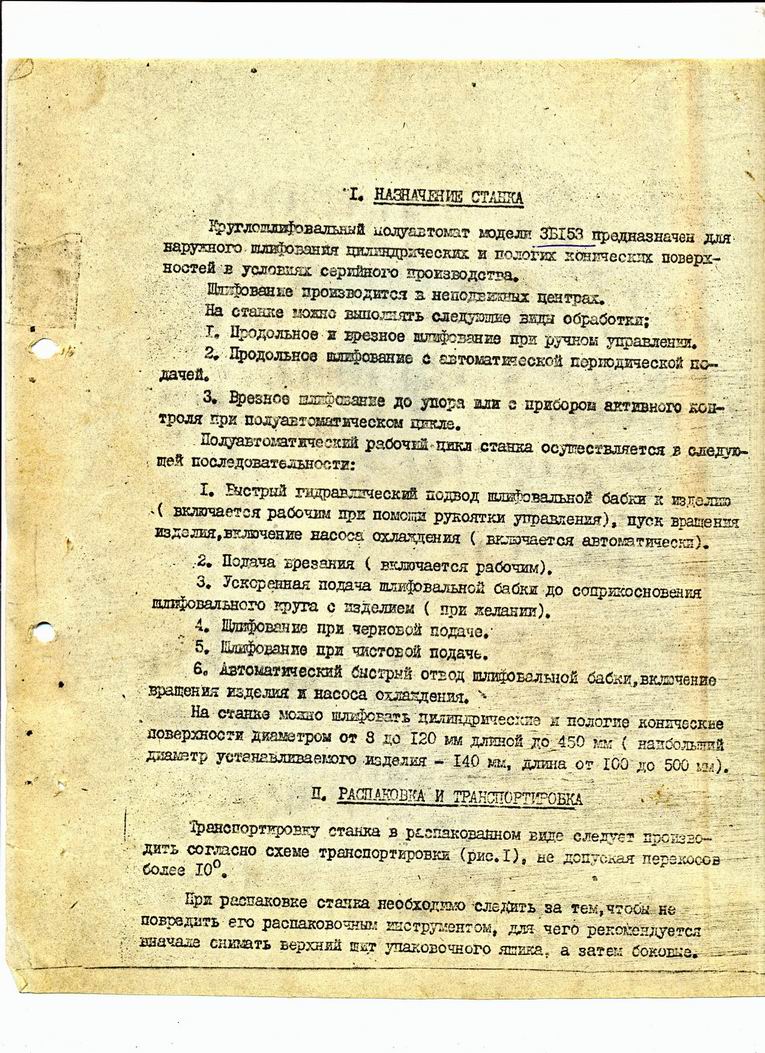
1. Назначение станка
2. Распаковка и транспортировка
- Схема транспортировки станка
3. Фундамент станка, монтаж и установка
- План фундамента
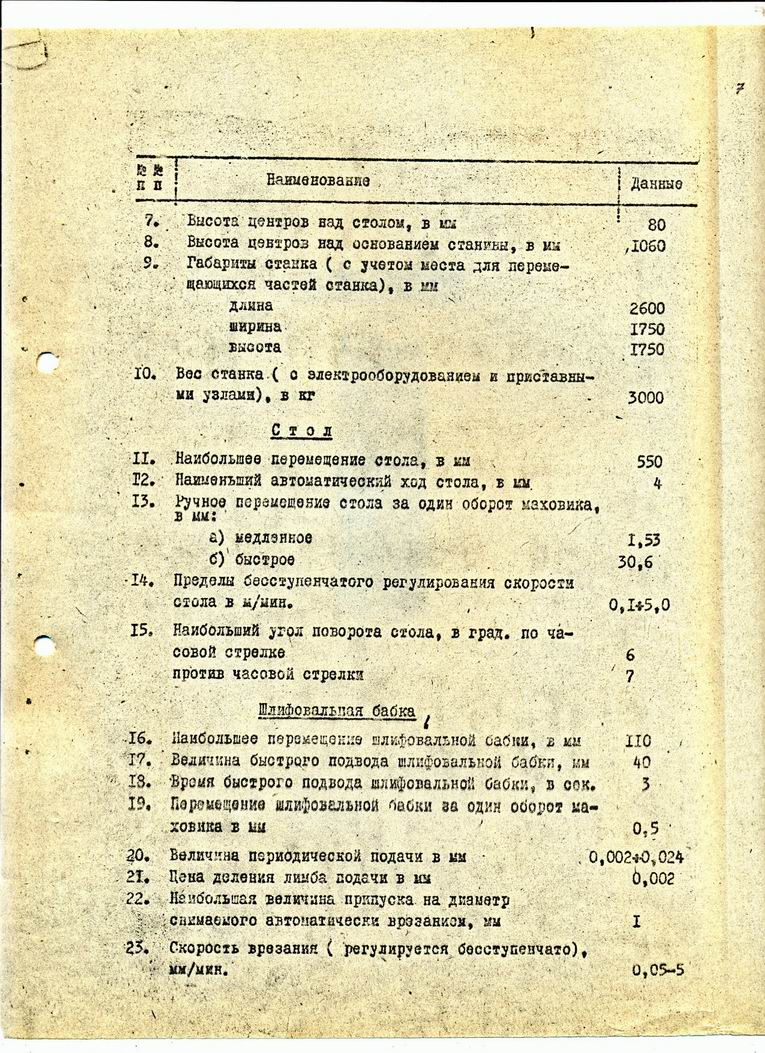
4. Паспорт станка
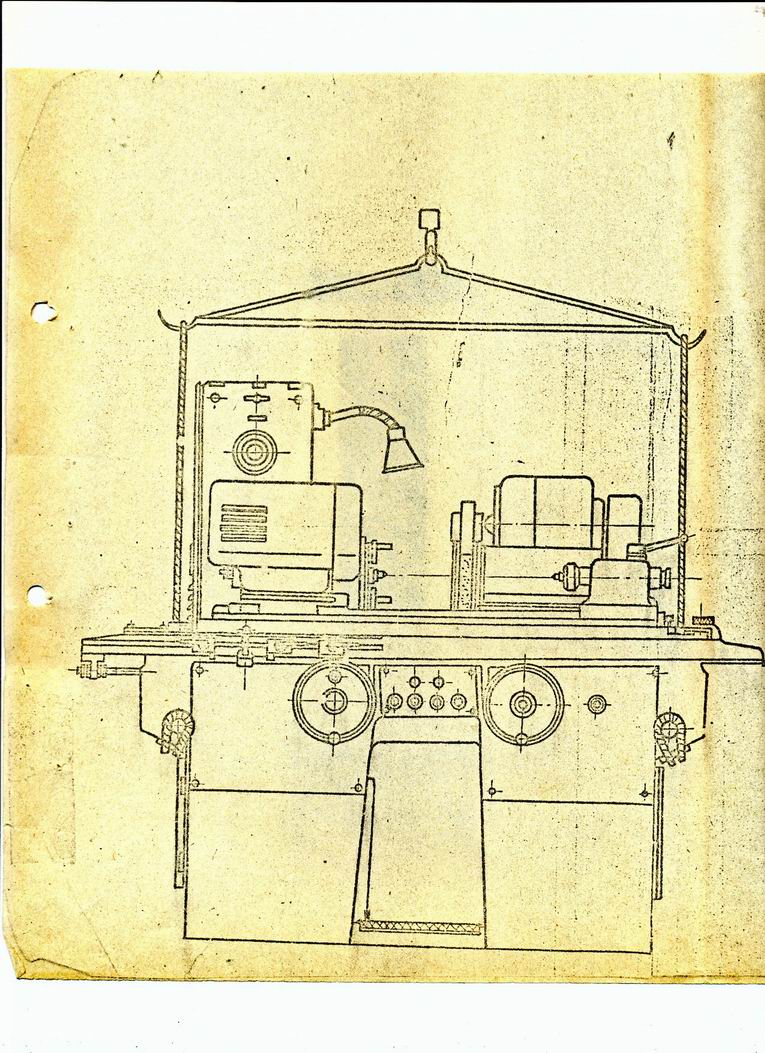
- Расположение органов управления
- Габариты рабочего пространства. Посадочные и присоединительные базы станка
- Профиль верхнего стола
- Конец шлифовального шпинделя
- Фланец крепления шлифовального круга
Спецификация подшипников качения
- Схема расположения подшипников качения
Спецификация зубчатых и храповых колёс, винтов и гаек
Спецификация быстроизнашивающихся деталей
5. Краткое описание конструкции и работы станка
- Станина (10-00)
- Стол (20-00)
- Механизм ручного перемещения стола (30-00)
- Шлифовальная бабка (40-00)
- Салазки (41-00-1)
- Передняя бабка (50-00)
- Задняя бабка (51-00)
- Механизм периодической подачи (60-00-1)
6. Гидрооборудование станка
Движение стола
Автоматическая периодическая подача шлифовальной бабки
Врезная подача шлифовальной бабки
- Схема гидравлическая станка (гидропривод)
7. Смазка станка
- Схема смазки станка
Спецификация к схеме смазки
8. Подготовка станка к первоначальному пуску
9. Настройка и наладка станка и режимы работы
Настройка станка для продольного шлифования
10. Регулирование станка
11. Особенностиразборки и сборки станка при ремонте и техническая документация по ремонту
12. Ведомость комплектации
Часть 2: Руководство по электрической части
1. Исполнение станка
2. Общие сведения
3. Действие электросхемы
Полуавтоматический режим
Наладочный режим
Режим «Ускоренной подачи»
Блокировки
Защита электрооборудования
Указания по эксплуатации и обслуживанию электрооборудования
4. Спецификация покупного электрооборудования для серийного и экспортного исполнения
- Принципиальная электросхема
- Монтажная электросхема панели электрошкафа
- Монтажная электросхема боковой стенки электрошкафа
- Общая монтажная электросхема
Часть 3: Альбом быстроизнашивающихся деталей
- Фильтр концевой (Г43-13-41)
- Плунжер (30-06/3Б153)
- Колесо зубчатое (30-10-1; 3Б153)
- Колесо зубчатое (30-12/3Б153)
- Блок шестерня (30-14/3Б153)
- Блок шестерня (30-24/3Б153)
- Блок шестерня (30-27/3Б153)
- Шпиндель (40-10/3Б153)
- Кольцо (40-14/3Б153)
- Вкладыш (40-49-1/3Б153)
- Кольцо (40-52/3Б153)
- Винт (41-07-1/3Б153)
- Гайка (41-09/3Б153)
- Гайка (41-19-13Б153)
- Винт (41-25/3Б153)
- Пиноль (51-18/3Б153)
- Поршень (51-25/3Б153)
- Храповое колесо (60-10/3Б153)
- Собачка (60-24/3Б153)
- Собачка (60-25/3Б153)
Часть 4: Акт приёмки
Часть 1: Руководство по эксплуатации – 62 страницы
Часть 2: Руководство по электрической части – 20 страниц
Часть 3: Альбом быстроизнашивающихся деталей – 34 страницы
Часть 4: Акт приёмки – 14 страниц
Выпуск издания: Вильнюсский завод шлифовальных станков
Год выпуска издания: 1972
Кол-во книг (папок): 4
Кол-во страниц: 130
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации
1. Назначение станка
2. Распаковка и транспортировка
- Схема транспортировки станка
3. Фундамент станка, монтаж и установка
- План фундамента
4. Паспорт станка
- Расположение органов управления
- Габариты рабочего пространства. Посадочные и присоединительные базы станка
- Профиль верхнего стола
- Конец шлифовального шпинделя
- Фланец крепления шлифовального круга
Спецификация подшипников качения
- Схема расположения подшипников качения
Спецификация зубчатых и храповых колёс, винтов и гаек
Спецификация быстроизнашивающихся деталей
5. Краткое описание конструкции и работы станка
- Станина (10-00)
- Стол (20-00)
- Механизм ручного перемещения стола (30-00)
- Шлифовальная бабка (40-00)
- Салазки (41-00-1)
- Передняя бабка (50-00)
- Задняя бабка (51-00)
- Механизм периодической подачи (60-00-1)
6. Гидрооборудование станка
Движение стола
Автоматическая периодическая подача шлифовальной бабки
Врезная подача шлифовальной бабки
- Схема гидравлическая станка (гидропривод)
7. Смазка станка
- Схема смазки станка
Спецификация к схеме смазки
8. Подготовка станка к первоначальному пуску
9. Настройка и наладка станка и режимы работы
Настройка станка для продольного шлифования
10. Регулирование станка
11. Особенностиразборки и сборки станка при ремонте и техническая документация по ремонту
12. Ведомость комплектации
Часть 2: Руководство по электрической части
1. Исполнение станка
2. Общие сведения
3. Действие электросхемы
Полуавтоматический режим
Наладочный режим
Режим «Ускоренной подачи»
Блокировки
Защита электрооборудования
Указания по эксплуатации и обслуживанию электрооборудования
4. Спецификация покупного электрооборудования для серийного и экспортного исполнения
- Принципиальная электросхема
- Монтажная электросхема панели электрошкафа
- Монтажная электросхема боковой стенки электрошкафа
- Общая монтажная электросхема
Часть 3: Альбом быстроизнашивающихся деталей
- Фильтр концевой (Г43-13-41)
- Плунжер (30-06/3Б153)
- Колесо зубчатое (30-10-1; 3Б153)
- Колесо зубчатое (30-12/3Б153)
- Блок шестерня (30-14/3Б153)
- Блок шестерня (30-24/3Б153)
- Блок шестерня (30-27/3Б153)
- Шпиндель (40-10/3Б153)
- Кольцо (40-14/3Б153)
- Вкладыш (40-49-1/3Б153)
- Кольцо (40-52/3Б153)
- Винт (41-07-1/3Б153)
- Гайка (41-09/3Б153)
- Гайка (41-19-13Б153)
- Винт (41-25/3Б153)
- Пиноль (51-18/3Б153)
- Поршень (51-25/3Б153)
- Храповое колесо (60-10/3Б153)
- Собачка (60-24/3Б153)
- Собачка (60-25/3Б153)
Часть 4: Акт приёмки