Паспорт 3Б151 Круглошлифовальный станок (Харьков)
Наименование издания:
Часть 1: Руководство по уходу и обслуживанию – 128 страниц
Часть 2: Электрооборудование – 22 страницы
Выпуск издания: Харьковский станкостроительный завод
Год выпуска издания: 1966
Кол-во книг (папок): 2
Кол-во страниц: 150
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по уходу и обслуживанию
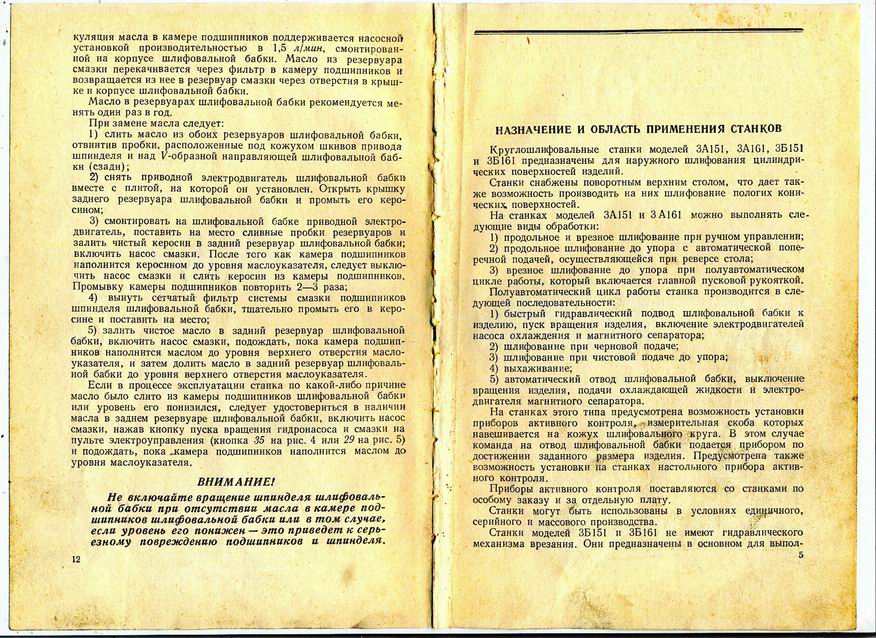
1. Назначение и область применения станков
2. Распаковка и транспортировка
- Подвязка станка при транспортировке краном
- Габарит станка в плане и план фундамента
3. Фундамент станка, монтаж и установка
4. Смазка станков
- Схема смазки станка
Смазка подшипников шпинделя шлифовальной бабки
Смазка направляющих стола
Смазка направляющих шлифовальной бабки
Спецификация к схеме смазки
5. Подготовка станков к первоначальному пуску. Первоначальный пуск и указания по технике безопасности.
Станки моделей – 3А151, 3А161
Станки моделей - 3Б151, 3Б161
Указания по технике безопасности
5. Паспорт станка
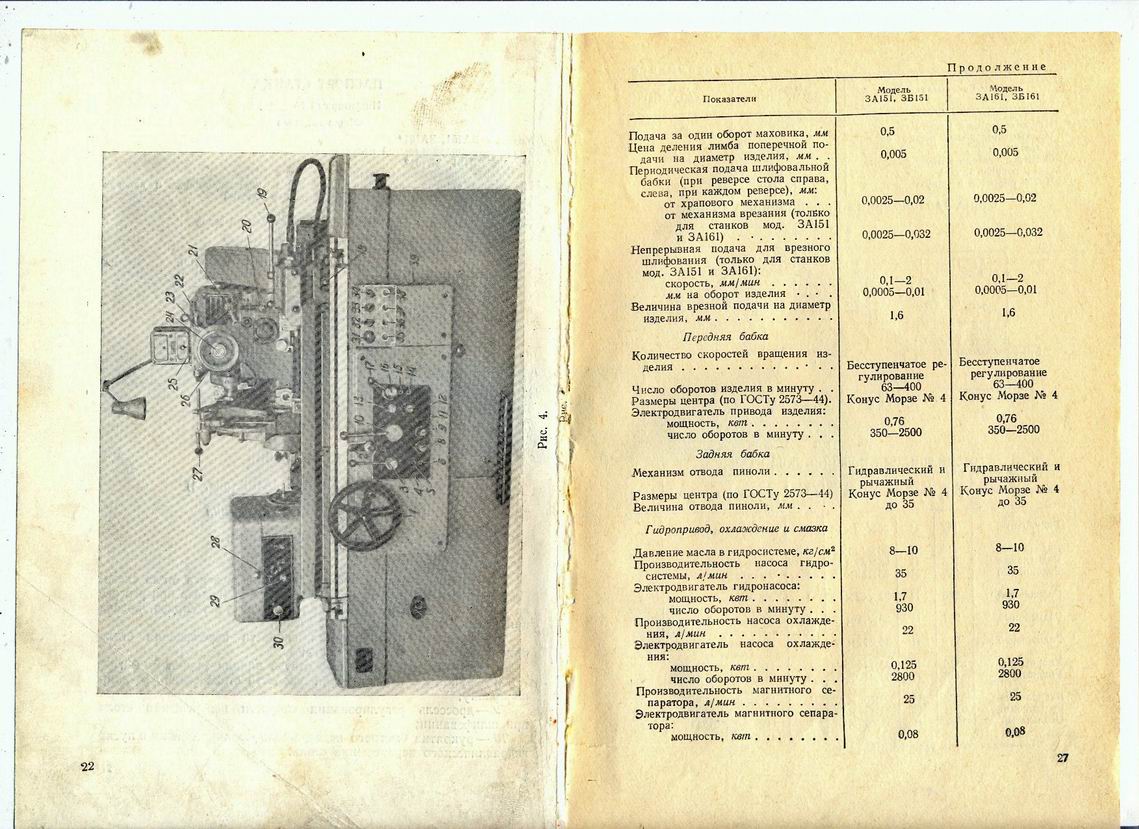
Органы управления
- Расположение органов управления на станке
Основные данные станков
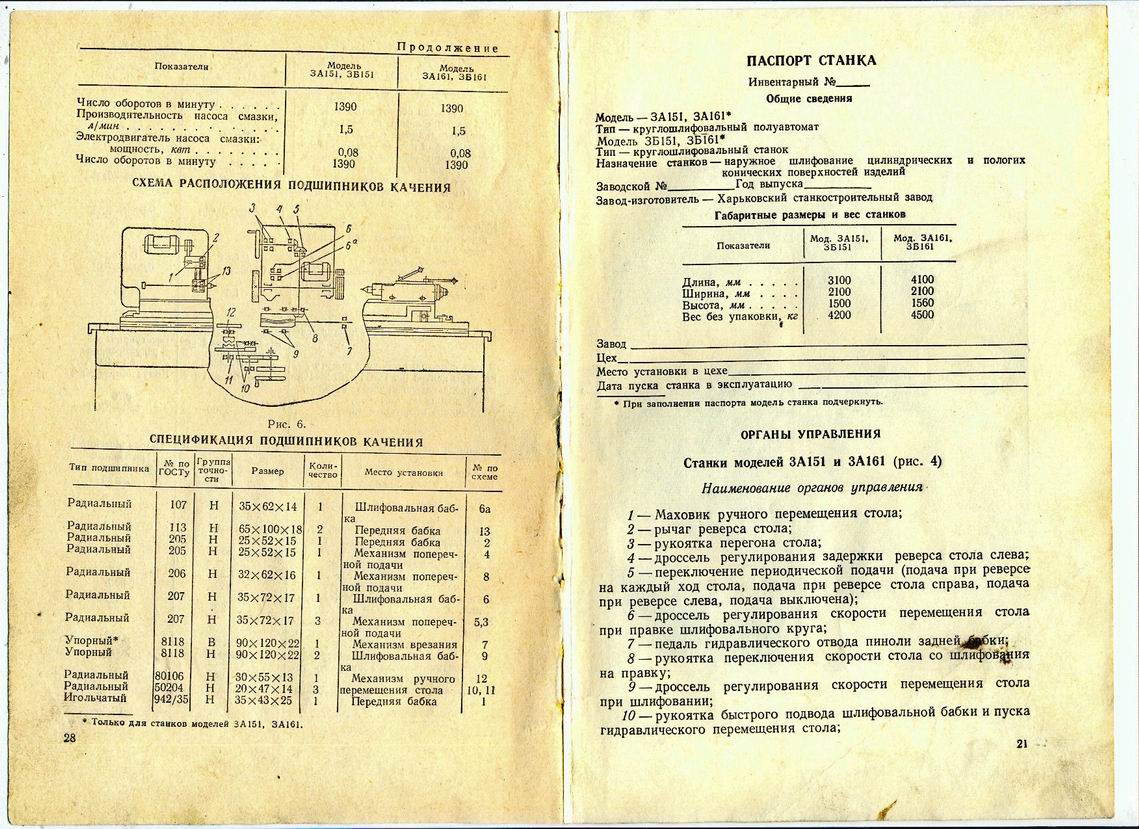
- Схема расположения подшипников качения
Спецификация подшипников качения
- Габариты рабочего пространства. Посадочные и присоединительные базы станков
Сведения о ремонте станка
Изменения в станке
Данные о комплектовании станка
Спецификация шестерен, червяков, гаек
6. Краткое описание конструкции и работы станков
Общие сведения о кинематике станков
- Общий вид станка с обозначением основных групп
Общая компоновка станков
Конструктивные особенности узлов станка
- Станина и столы
- Шлифовальная бабка
- Механизм ручного перемещения стола
- Механизм ручной поперечной подачи
- Передняя бабка
- Задняя бабка
- Люнет
- Прибор для правки круга алмазом
- Прибор для безолмазной правки круга
- Кинематическая схема механизма для балансирования шлифовальных кругов
- Механизм быстрого подвода и врезания
7. Гидропривод станков
- Гидрокинематическая схема станков 3А151, 3А161
- Гидрокинематическая схема станков 3Б151, 3Б161
Гидропривод станков моделей 3А151, 3А161
Гидропривод станков моделей 3Б151, 3Б161
Неполадки, которые могут возникнуть при работе на станке, и их устранение
Техническая характеристика гидропривода
Спецификация гидроаппаратуры
8. Эксплуатация станков и уход за ними
Крепление шлифовального круга
Балансирование шлифовального круга
Правка шлифовального круга
Общие указания по выбору шлифовальных кругов и режимов шлифования
Общие указания по эксплуатации станков
Дефекты шлифования и меры их устранения
9. Регулирование станков
Регулирование натяжных ремней привода шлифовального круга
Регулирование натяжения ремней привода изделия
- Схема регулирования подшипников шпинделя шлифовальной бабки
Регулирование упорного подшипника шпинделя шлифовальной бабки
Регулирование механизма осциллирующего движения привода шлифовальной бабки
10. Особенности разборки и сборки станков при ремонте
Разборка столов
Разборка шлифовальной бабки
11. Спецификация чертежей и чертежи деталей, подвергающихся износу в процессе эксплуатации станка**********
12. Акт приемки
Приложение: вкладыш в руководство по обслуживанию «шлифовальная бабка».
Часть 2: Электрооборудование
1. Общие сведения
2. Действие электросхемы
3. Защита
4. Указания по обслуживанию электрооборудования станка
5. Условные обозначения на принципиальной электросхеме
6. Спецификация покупного электрооборудования
- Принципиальная электросхема станков моделей 3А151 и 3А161
- Монтажная электросхема станков моделей 3А151 и 3А161
- Принципиальная электросхема станков моделей 3Б151 и 3Б161
- Монтажная электросхема станков моделей 3Б151 и 3Б161
- Размещение электрооборудования на станках моделей 3А151, 3А161, 3Б151, 3Б161
Часть 1: Руководство по уходу и обслуживанию – 128 страниц
Часть 2: Электрооборудование – 22 страницы
Выпуск издания: Харьковский станкостроительный завод
Год выпуска издания: 1966
Кол-во книг (папок): 2
Кол-во страниц: 150
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по уходу и обслуживанию
1. Назначение и область применения станков
2. Распаковка и транспортировка
- Подвязка станка при транспортировке краном
- Габарит станка в плане и план фундамента
3. Фундамент станка, монтаж и установка
4. Смазка станков
- Схема смазки станка
Смазка подшипников шпинделя шлифовальной бабки
Смазка направляющих стола
Смазка направляющих шлифовальной бабки
Спецификация к схеме смазки
5. Подготовка станков к первоначальному пуску. Первоначальный пуск и указания по технике безопасности.
Станки моделей – 3А151, 3А161
Станки моделей - 3Б151, 3Б161
Указания по технике безопасности
5. Паспорт станка
Органы управления
- Расположение органов управления на станке
Основные данные станков
- Схема расположения подшипников качения
Спецификация подшипников качения
- Габариты рабочего пространства. Посадочные и присоединительные базы станков
Сведения о ремонте станка
Изменения в станке
Данные о комплектовании станка
Спецификация шестерен, червяков, гаек
6. Краткое описание конструкции и работы станков
Общие сведения о кинематике станков
- Общий вид станка с обозначением основных групп
Общая компоновка станков
Конструктивные особенности узлов станка
- Станина и столы
- Шлифовальная бабка
- Механизм ручного перемещения стола
- Механизм ручной поперечной подачи
- Передняя бабка
- Задняя бабка
- Люнет
- Прибор для правки круга алмазом
- Прибор для безолмазной правки круга
- Кинематическая схема механизма для балансирования шлифовальных кругов
- Механизм быстрого подвода и врезания
7. Гидропривод станков
- Гидрокинематическая схема станков 3А151, 3А161
- Гидрокинематическая схема станков 3Б151, 3Б161
Гидропривод станков моделей 3А151, 3А161
Гидропривод станков моделей 3Б151, 3Б161
Неполадки, которые могут возникнуть при работе на станке, и их устранение
Техническая характеристика гидропривода
Спецификация гидроаппаратуры
8. Эксплуатация станков и уход за ними
Крепление шлифовального круга
Балансирование шлифовального круга
Правка шлифовального круга
Общие указания по выбору шлифовальных кругов и режимов шлифования
Общие указания по эксплуатации станков
Дефекты шлифования и меры их устранения
9. Регулирование станков
Регулирование натяжных ремней привода шлифовального круга
Регулирование натяжения ремней привода изделия
- Схема регулирования подшипников шпинделя шлифовальной бабки
Регулирование упорного подшипника шпинделя шлифовальной бабки
Регулирование механизма осциллирующего движения привода шлифовальной бабки
10. Особенности разборки и сборки станков при ремонте
Разборка столов
Разборка шлифовальной бабки
11. Спецификация чертежей и чертежи деталей, подвергающихся износу в процессе эксплуатации станка**********
12. Акт приемки
Приложение: вкладыш в руководство по обслуживанию «шлифовальная бабка».
Часть 2: Электрооборудование
1. Общие сведения
2. Действие электросхемы
3. Защита
4. Указания по обслуживанию электрооборудования станка
5. Условные обозначения на принципиальной электросхеме
6. Спецификация покупного электрооборудования
- Принципиальная электросхема станков моделей 3А151 и 3А161
- Монтажная электросхема станков моделей 3А151 и 3А161
- Принципиальная электросхема станков моделей 3Б151 и 3Б161
- Монтажная электросхема станков моделей 3Б151 и 3Б161
- Размещение электрооборудования на станках моделей 3А151, 3А161, 3Б151, 3Б161