Паспорт 3131 Универсальный круглошлифовальный станок
Наименование издания: Руководство по уходу и эксплуатации
Выпуск издания: -
Год выпуска издания: -
Кол-во книг (папок): 1
Кол-во страниц: 74
Стоимость: Договорная
Описание:
Механическая часть: полный комплект документации
Электрическая часть: отсутствует
Содержание:
Руководство по уходу и эксплуатации
1. Назначение
2. Распаковка и транспортировка
- Схема транспортировки станка
3. Фундамент станка
- Габариты станка в плане
- Габариты станка
- Габариты рабочего пространства, посадочные и присоединительные базы станка
4. Паспорт станка
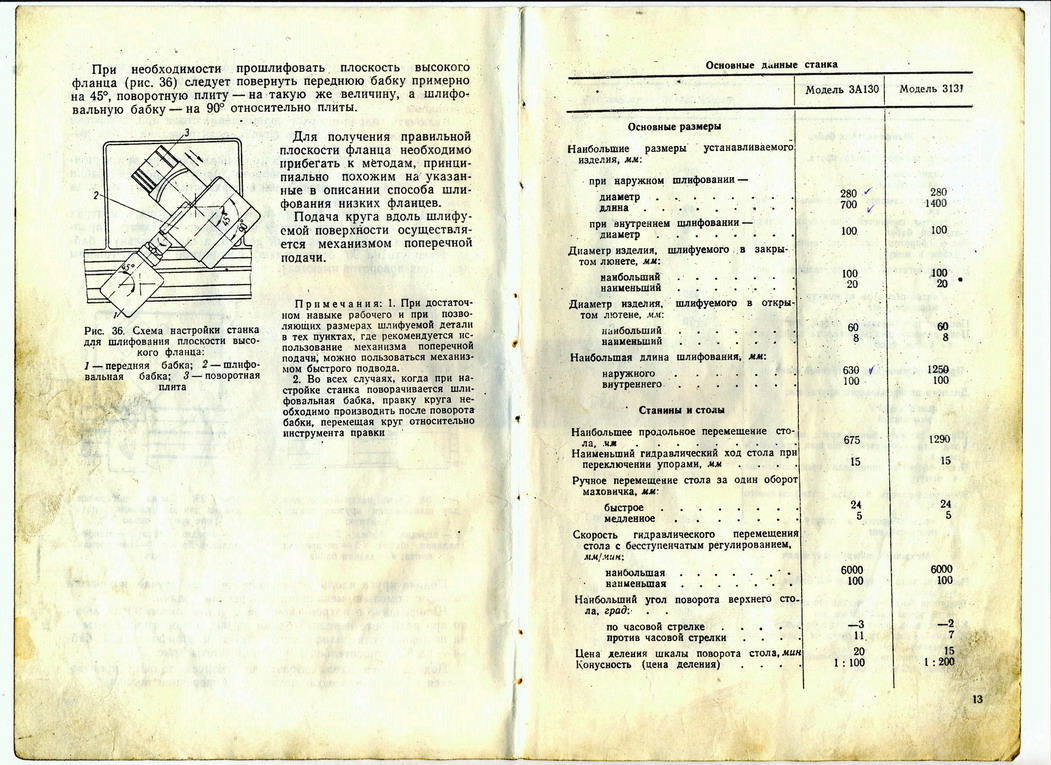
Основные данные станка
- Основные группы органов управления станка
- Гидрокинематическая схема станка
- Схема расположения подшипников качения
5. Конструкция и работа станков
- Станина и столы станка
- Шлифовальная бабка
- Приспособление для внутренней шлифовки
- Передняя панель механизма поперечной подачи
- Механизм поперечной подачи
- Механизм ручного перемещения стола
- Передняя бабка
- Задняя бабка
- Закрытый люнет
- Открытые люнеты
- Открытый люнет
- Универсальный прибор для правки круга
- Прибор для правки круга по радиусу
- Приспособление для правки круга (на задней бабке)
6. Гидропривод
7. Смазка станков
- Схема смазки
- Схема смазки направляющих станины
8. Подготовка станка к первоначальному пуску
9. Правила техники безопасности
10. Эксплуатация и уход за станком
11. Настройка станка
- Схема настройки станка для шлифования низкого фланца
- Схема настройки станка для шлифования крутого конуса
- Схема настройки станка для шлифования в патроне конуса
- Схема настройки станка для шлифования плоскости высокого фланца
12. Регулировка станков
- Конструкция опор шпинделя для шлифовальной бабки
- Элементы регулировки подшипников шпинделя передней бабки
- Схема расположения органов регулировки задержек и разгонов стола при разрезе
13. Возможные неполадки и их устранение
14. Особенности разборки и сборки станков при ремонте
Выпуск издания: -
Год выпуска издания: -
Кол-во книг (папок): 1
Кол-во страниц: 74
Стоимость: Договорная
Описание:
Механическая часть: полный комплект документации
Электрическая часть: отсутствует
Содержание:
Руководство по уходу и эксплуатации
1. Назначение
2. Распаковка и транспортировка
- Схема транспортировки станка
3. Фундамент станка
- Габариты станка в плане
- Габариты станка
- Габариты рабочего пространства, посадочные и присоединительные базы станка
4. Паспорт станка
Основные данные станка
- Основные группы органов управления станка
- Гидрокинематическая схема станка
- Схема расположения подшипников качения
5. Конструкция и работа станков
- Станина и столы станка
- Шлифовальная бабка
- Приспособление для внутренней шлифовки
- Передняя панель механизма поперечной подачи
- Механизм поперечной подачи
- Механизм ручного перемещения стола
- Передняя бабка
- Задняя бабка
- Закрытый люнет
- Открытые люнеты
- Открытый люнет
- Универсальный прибор для правки круга
- Прибор для правки круга по радиусу
- Приспособление для правки круга (на задней бабке)
6. Гидропривод
7. Смазка станков
- Схема смазки
- Схема смазки направляющих станины
8. Подготовка станка к первоначальному пуску
9. Правила техники безопасности
10. Эксплуатация и уход за станком
11. Настройка станка
- Схема настройки станка для шлифования низкого фланца
- Схема настройки станка для шлифования крутого конуса
- Схема настройки станка для шлифования в патроне конуса
- Схема настройки станка для шлифования плоскости высокого фланца
12. Регулировка станков
- Конструкция опор шпинделя для шлифовальной бабки
- Элементы регулировки подшипников шпинделя передней бабки
- Схема расположения органов регулировки задержек и разгонов стола при разрезе
13. Возможные неполадки и их устранение
14. Особенности разборки и сборки станков при ремонте