Паспорт 3722 Плоскошлифовальный станок (Липецк)
Наименование издания:
Часть 1: Паспорт и руководство к станку - 85 Листов
Часть 2: Альбом чертежей и схем станка - 89 Листов
Часть 3: Альбом чертежей быстроизнашивающихся и запасных деталей - 30 Листов
Часть 4: Акт приёмки станка - 20 Листов
Выпуск издания: Липецкий станкостроительный завод
Год выпуска издания: 1967
Кол-во книг (папок): 4
Кол-во страниц: 224
Стоимость: По запросу
Часть 1: Паспорт и руководство к станку
Содержание:
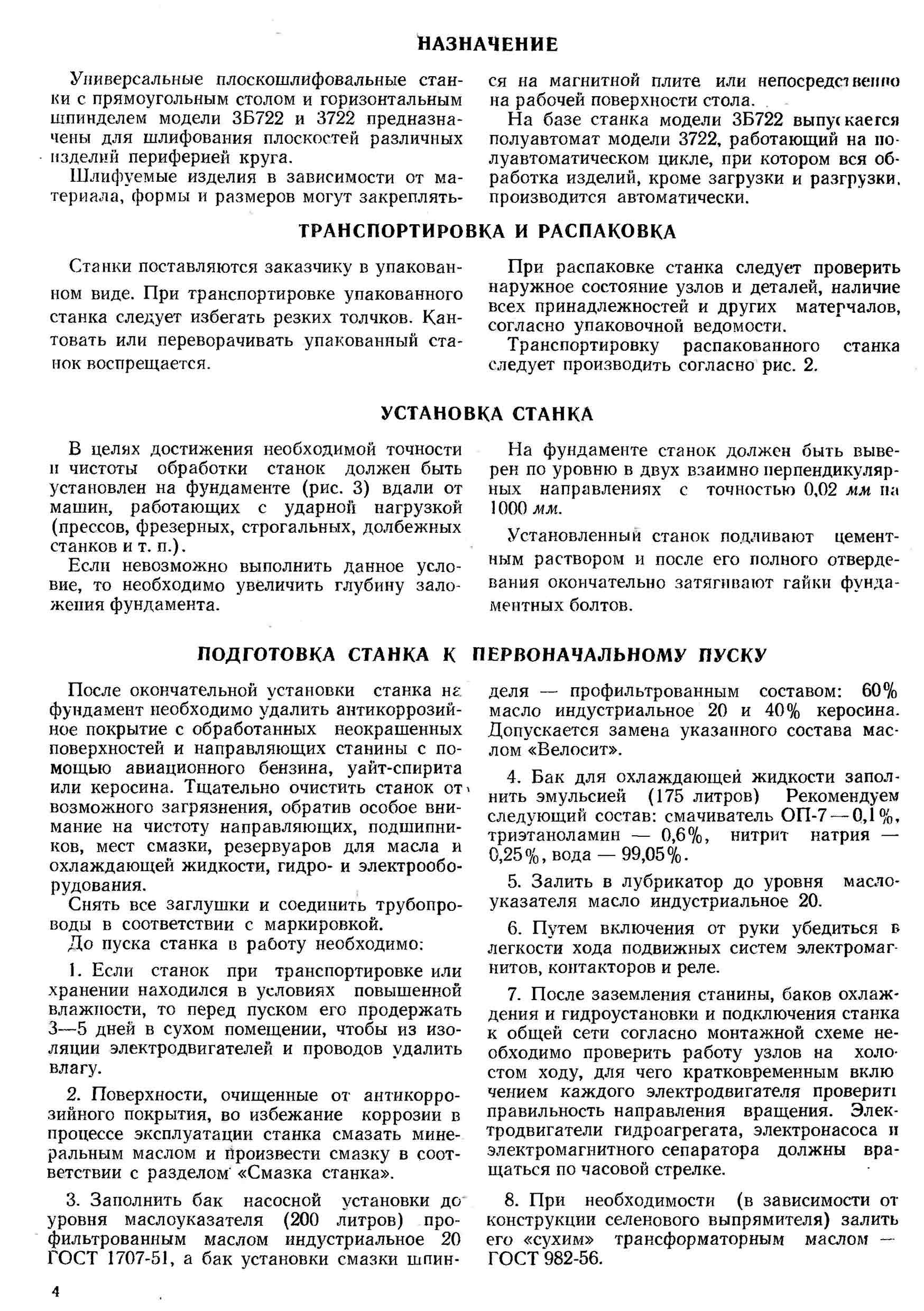
1. Назначение станка
2. Транспортировка и распаковка
3. Установка станка
4. Подготовка станка к первоначальному пуску
- Схема транспортировки станка
- Фундамент станка чертёж
5. Указания по технике безопасности
6. Паспорт станка
Основные параметры
Стол
Шлифовальная бабка
Гидропривод станка
Электропривод станка
- Общая компоновка станка чертёж
Спецификация узлов - Таблица
Спецификация зубчатых и червячных колёс, реек, червяков, ходовых винтов, гаек - Таблица
Спецификация подшипников качения - Таблица
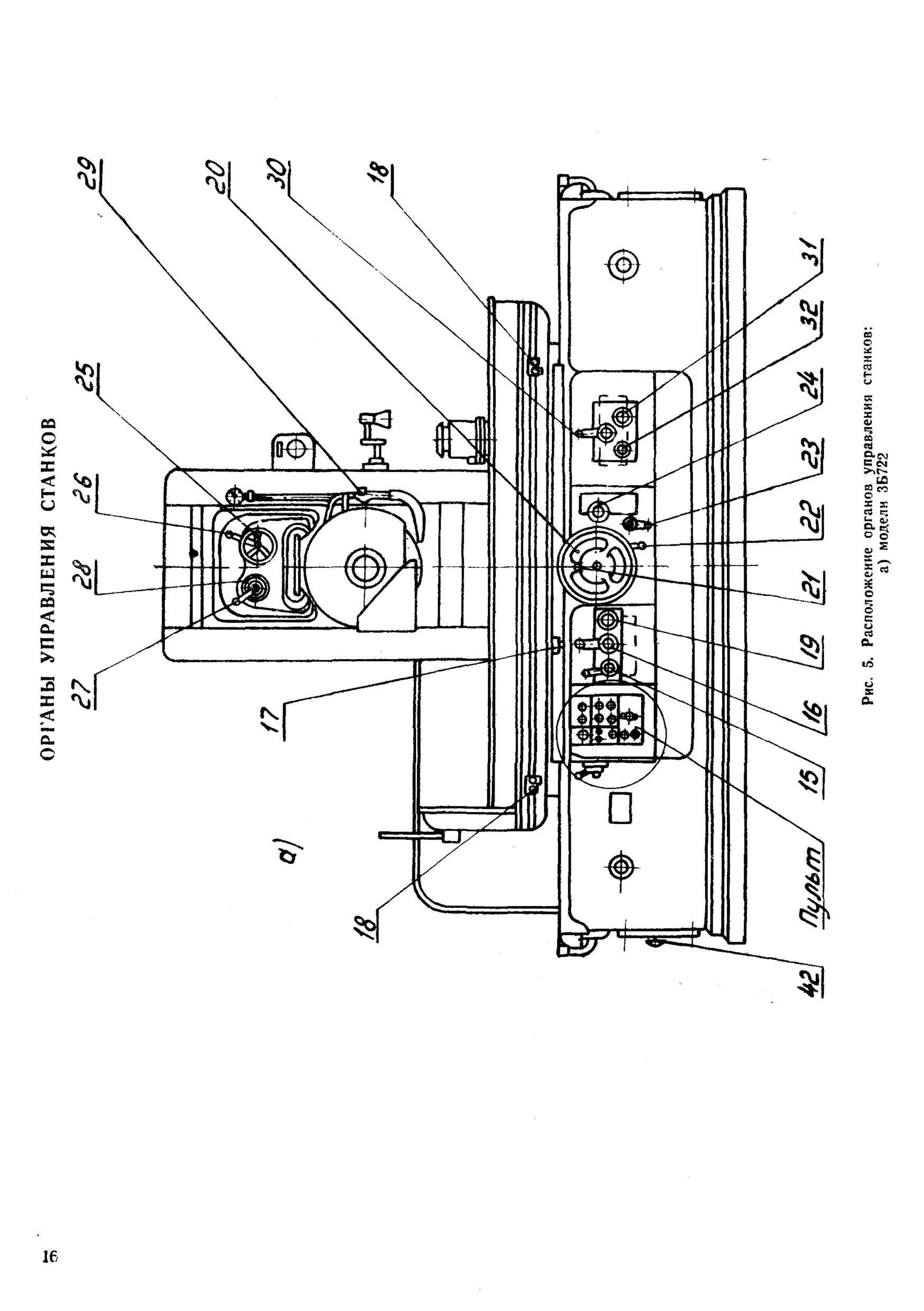
7. Органы управления станка
- Расположение органов управления станка чертёж
- Пульт чертёж
8. Спецификация органов управления
9. Кинематическая схема станка описание
Цепь вертикальной подачи шлифовальной бабки
Ручная подача
Автоматическая подача
Ускоренное перемещение
Цепь станка
10. Цепь поперечной подачи шлифовальной бабки
Ручная подача
Автоматическая подача
Привод шлифовальной бабки
11. Общее устройство станка
- Станина и стол чертёж
Механизм вертикальной подачи
- Опора привода винта и редуктор колонки чертёж
- Механизм ускоренного перемещения станка чертёж
Колонка
Каретка
- Шлифовальная бабка чертёж
- Узел конечных выключателей чертёж
Охлаждение
11. Гидропривод станка
Описание гидравлической схемы станка
Смазка
Контроль и регулировка гидропривода
- Панель управления стола НГ-52 чертёж
- Гидрокоробка подач шлифовальной бабки чертёж
- Гидрокоробка реверса шлифовальной бабки чертёж
- Установка насосная чертёж
- Цилиндр стола чертёж
- Цилиндр шлифовальной бабки чертёж
- Гидрокоробка смазки направляющих стола НГ-60 чертёж
- Реверсивный золотник чертёж
- Плунжер механизма подачи чертёж
12. Гидропривод станка
Описание гидравлической схемы станка
Работа при ручном цикле
Работа на автоматическом цикле
Смазка
- Коробка вывода стола чертёж
13. Электрооборудование станка
Принципиальная электрическая схема описание
Включение смазки шпинделя
Включение магнитной плиты
Снятие изделий с магнитной плиты
Включение гидравлики
Включение автоматической вертикальной подачи
Включение насоса подачи охлаждающей жидкости и магнитного сепаратора
Ускоренный подъем и опускание шлифовальной бабки
Включение освещения
Защита
14. Принципиальная электрическая схема станка - Описание
Работа с прибором активного контроля (полуавтоматический цикл)
15. Правила установки шлифовального круга
- Установка шлифовального круга для балансировки чертёж
Правка шлифовального круга
- Приспособление для правки шлифовального круга чертёж
16. Дефекты в работе механизмов и их устранение - Таблица
Шпиндель шлифовальной бабки
Гидросистема
Система смазки
Система охлаждения
17. Дефекты вызывающие брак или понижение шлифуемых изделий, и их устранения качества
Чертежи и схемы:
- Кинематическая схема станка
- Схема расположения подшипников
- Механизм вертикальной подачи чертёж
- Колонка чертёж
- Каретка чертёж
- Принципиальная электрическая схема станка
- Установка смазки чертёж
- Гидрокоробка цикла чертёж (3722-54)
- Монтажная электрическая схема станка
Спецификация к электросхеме
- Схема расположения подшипников
Перечень подшипников качения - Таблица
Часть 2: Альбом чертежей и схем станка
- Принципиальная электросхема станка
- Установка смазки чертёж
- Схема гидравлическая принципиальная
Спецификация элементов гидросхемы - Таблица
- Принципиальная электросхема станка - Вариант 2
- Монтажная электросхема станка
- Кинематическая схема
- Схема расположения подшипников
- Гидрокоробка цикла чертёж
- Монтажная электросхема станка - Вариант 2
Спецификация к монтажной электросхеме - Таблица
- Механизм вертикальной подачи чертёж
- Колонка чертёж
- Каретка чертёж
Часть 3: Альбом чертежей быстроизнашивающихся и запасных деталей
- Манжеты чертёж
- Кольца чертёж
- Собачка деталь чертёж (3Б722-20-41)
- Собачка деталь чертёж (НУ 141-Д21б)
- Вал-шестерня чертёж (3Б722-26-40)
- Шестерня чертёж (3Б722-27-40)
- Винт чертёж (3Б722-27-41а)
- Гайка биметаллическая чертёж (3Б722-27-45)
- Вал-шестерня чертёж (3Б722-28-40)
- Вкладыш чертёж (3Б722-30-30б)
- Кольцо чертёж (3Б722-30-31а)
- Кольцо чертёж (3Б722-30-32а)
- Кольцо чертёж (3Б722-30-33б)
- Шпиндель чертёж (3Б722-30-40а)
- Вал-червяк чертёж (3Б722-35-40а)
- Шестерня чертёж (3Б722-35-57)
- Вал чертёж (3Б722-35-79)
- Шестерня чертёж (3Б722-35-83)
- Шестерня чертёж (3Б722-36-40)
- Упор чертёж (3Б722-36-43)
- Собачка чертёж (3Б722-36-49)
- Шестерня чертёж (3Б722-36-54а)
- Шестерня чертёж (3Б722-36-55)
- Шестерня чертёж (3Б722-36-59)
- Вал-шестерня чертёж (3Б722-36-86)
- Звёздочка чертёж (3Б722-36-87б)
- Вал чертёж (3Б722-36-89б)
- Шестерня чертёж (3Б722-36-90а)
- Звёздочка чертёж (3Б722-37б-44а)
- Шестерня чертёж (3Б722-40-43)
- Рычаг чертёж (3Б722-40-44)
- Кольцо поршневое чертёж (3Б722-50-14)
- Втулка чертёж (3Б722-50-32)
- Цилиндр чертёж (3Б722-50-40)
- Шток чертёж (3Б722-50-41)
- Кольцо поршневое чертёж (3Б722-52-14)
- Втулка чертёж (3Б722-52-32)
- Цилиндр чертёж (3Б722-52-40)
- Шток чертёж (3Б722-52-41)
- Валик-шестерня чертёж (3Б722-55-40)
- Шестерня чертёж (3Б722-57а-42)
- Шестерня чертёж (3Б722-57-153)
- Плунжер-рейка чертёж (3Б722-55-41)
Часть 4: Акт приёмки станка
Содержание:
1. Проверка точности станка
2. Проверка станка в работе
3. Проверка станка на жесткость
4. Испытание станка на соответствие остальным техническим условиям и особым условиям поставки
5. Принадлежности и приспособления к станку
6. Общее заключение по испытанию станка
7. Дополнительные замечания
8. Ведомость комплектации - Таблица
Описание плоскошлифовального станка:
В нашем архиве можно ознакомиться с содержанием, образцами и приобрести паспорт шлифовального станка в наиболее хорошем и презентабельном качестве в электронном формате готовым для печати. Выше дано подробное описание представленной документации в котором очень детализировано подана информация о составе её, наличия всевозможных разделов, чертежей и главное схем, включая схемы электрики, что не менее значимо для реализации, работы станка в условиях производства. Действительно, на как раз наличие техпаспорта станет тем самым значимым аспектом без которого конечно будет уже весьма сложно настраивать, производить наладку и даже реализовывать ремонтные работы в случае выхода каких либо элементов из строя. Как раз в данном документе всё это присутствует в полном объеме, ведь всего в общем здесь находится сразу четыре полноценные части, а каждая из них логическим образом дополняет одна другую. Общее количество листов или страниц будет составлять несколько больше двухсот, что задаёт вполне приличный объём материала для изучения с последующим применением на станке как теоретической подачи, так и материалов связанных с практикой. Так как производство в акте приёмки этого издания датируется от одна тысяча девятьсот шестьдесят седьмого года выпуска, но тем не смотря на столь давнее время производства, подобные станки всё ещё работают в цехах предприятий и конечно приносят существенную пользу. Отметим, что это раритетное издание обладает вполне детализированным разбором не только чертежей или электросхем, но здесь довольно большое количество разнообразных спецификаций без которых вполне сложно обойтись к примеру при наладке производственной станочной единицы. И как раз описываемый выше документ обладает всеми этими моментами и нюансами, что значимо.
Конечно, появляется отличная возможность скачать паспорт шлифовального станка из нашего архива, в котором как и на официальном сайте компании присутствует вполне приличный объём столь самых разнообразных технических документов связанных с промышленным направлением. В данном случае речь будет идти о плоскошлифовальном станке с прямоугольным столом и горизонтальным шпинделем. Стоит сразу отметить, что это довольно популярная модель которую вполне часто можно встретить в современном производстве. Ведь зачастую в промышленных цехах находятся не только новые станочные единицы, но и те, что уже служили очень даже приличный срок опираясь на возможности заложенные производителем и реализуя технические параметры сполна, для эффективной работы. Шлифование с помощью специализированного круга реализует весьма точную и качественную шлифовку плоскостей на различных заготовках с последующим применением. Здесь для большей устойчивости и конечно надёжного закрепления заготовки в классической подаче будет применяться магнитная плита, что обязательно идёт со станком и реализует его возможности применяя моменты универсального подхода. А вот полуавтомат модели 3722 будет отличаться от базового 3Б722 тем, что работая на полуавтоматическом режиме или цикле при котором как раз вся обработка заготовок или изделий кроме циклов связанных с погрузкой и конечно разгрузкой производится автоматически. Конечно, применяя тот самый классический подход, производитель поставляет заказчику станок в упакованном виде, что конечно позволяет сберечь его от поломки. И наверное лучший вариант доставки здесь будет как раз разборный вариант станка, что облегчает транспортировку и сделает моменты погрузки и как следствие разгрузки наиболее рациональными и реализуемыми. Вся эта и прочая информация будет содержаться в техпаспорте в наиболее широком типе подачи, а этот аспект конечно же значим.