Паспорт 7808 Кромко-строгальный станок
Наименование издания:
Часть 1: Руководство (7808.000.000 РЭ), (7814.000.000 РЭ) – 151 страница
Часть 2: Электрооборудование – 104 страницы
Часть 3: Акт приёмки – 7 страниц
Выпуск издания: -
Год выпуска издания: 1980
Кол-во книг (папок): 3
Кол-во страниц: 262
Стоимость: Договорная
Описание: Полный комплект документации
Часть 1: Руководство
Распаковка и транспортировка узлов станка
1. Указания по распаковке и транспортировке узлов станка
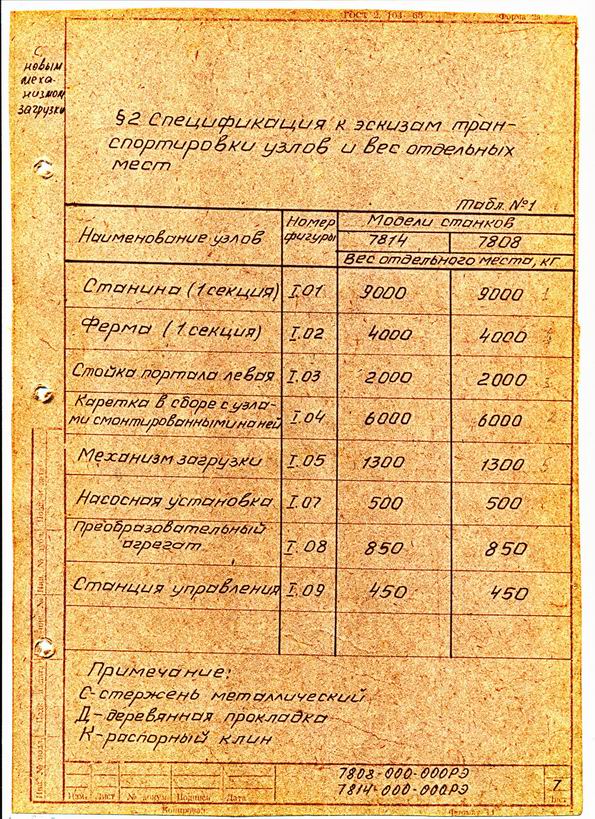
2. Спецификация к эскизам транспортировки узлов и вес отдельных мест
Фундамент станка
1. Выбор места для установки станка
2. Изготовление фундамента
3. Ограждение станка
Монтаж станка
1. Порядок монтажа
2. Установка и выверка станины
3. Установка каретки и на направляющие станины
4. Установка стоек зажимного портала
5. Монтаж фермы
6. Крепление фермы к стойкам
7. Монтаж механизма загрузки и выгрузки листов
8. Монтаж поперечных кронштейнов станины
9. Установка насосной станции и монтаж трубопровода
10. Монтаж электрооборудования
11. Окончательная выверка станка
Паспорт станка
Краткое описание конструкции и работы станка
1. Особенности конструкции станка
2. Описание кинематической схемы
3. Общая компоновка
4. Станина
5. Портал зажимной
6. Каретка с помостом
7. Стойки
8. Коробка скоростей
9. Упор
10. Механизмы загрузки и выгрузки листов
11. Механизмы установки длины хода каретки
12. Насосная установка
13. Токоподвод
14. Суппорты
15. Коробка подач
16. Спецификация зубчатых и червячных колес, червяков, винтов и гаек.
17. Спецификация подшипников
Смазка станка
1. Смазка реечной шестерни, шестерен и подшипников редуктора каретки и коробки скоростей
2. Смазка направляющих кареток и ходовых винтов
3. Указания по обслуживанию смазочной системы
4. Перечень узлов и приборов схемы смазки реечной шестерни, подшипников и зубчатых колес каретки и коробки скоростей
5. Спецификацияк схеме смазки станка
6. Основные характеристики применяемых масел
Гидрооборудование станка
1. Описание гидрооборудования
2. Описание работы гидравлической схемы
3. Спецификация гидроаппаратуры станка
Первоначальный пуск станка
1. Подготовка станка к пуску
2. Проверка работы станка при наладочном режиме
3. Проверка работы при полуавтоматическом цикле
Настройка станка и техника безопасности
1. Настройка
2. Рекомендации по работе на станке
3. Рекомендации по назначению режимов резания
4. Правила техники безопасности при работе на станке
Уход за станком и его регулировка
1. Общие указания
2. Регулировка и уход за приводом каретки и кареткой
3. Уход за станиной
4. Уход за стойками
5. Регулировка и уход за суппортами
6. Регулировка и уход за механизмом загрузки и выгрузки листов
7. Уход за упорами листа
8. Уход за фермой
9. Уход за механизмом установки длины хода каретки
10. Уход за электрооборудованием
11. Регулировка и уход за системой смазки
12. Регулировка и уход за токоподводом
Приспособления, поставляемые со станком за отдельную плату
Ведомость комплектации (на 6-ти листах)
Часть 2: Электрооборудование
Общие введения
1. Характеристика основных приводов механизмов станка
2. Исполнение электрооборудования станка
3. Расположение электрооборудования станка
4. Управление электроприводом станка
Установка и монтаж электрооборудования станка.
1. Размещение выносного электрооборудования
2. Монтаж внешней электропроводки
3. Восстановление схемы электропроводки станка
4. Заземление электрооборудования станка
Описание работы электропривода станка.
1. Принцип работы электропривода главного движения
2. Регулировка скорости электропривода главного движения
3. Разгон и остановка электродвигателя привода каретки
4. Описание работы схемы на автоматическом режиме
Пуск электропривода станка
1. Подготовительные мероприятия
2. Включение станка в сеть
3. Проверка механизмов,
4. цилиндров зажима и отжима листа, и загрузочного устройства
5. Пуск электродвигателей привода ЭМУ, вентилятора и маслонасоса
6. Проверка схемы управления электроприводом перемещения каретки
7. Проверка напряжения ЭМУ и генератора Г
8. Проверка возбуждения двигателя привода каретки
9. Включение узла токоограничения и форсировки
10. Проверка схемы электропривода подачи суппортов
11. Включение электродвигателя перемещения каретки
12. Проверка автоматической работы станка на холостом ходу
13. Проверка работы электропривода станка под нагрузкой
Указания по эксплуатации электрооборудования станка
1. Уход за электрооборудованием
2. Указания по обеспечению безопасности обслуживания и ремонта электрооборудования станка
3. Советы обслуживающему персоналу
4. Спецификация электрооборудования
- Шкаф управления ШСВ 9109-32В2, 33В2 схема электрическая соединений (МС871-84-000)
- Монтажная схема электропривода станка (МС871-81-003 д.2 /регулятор подач/)
- Монтажная схема электропривода станка (МС871-81-003 д.3 /регулятор скорости/)
- Схема электрическая принципиальная и соединений (МС871-88-000 Э0)
- Схема электрическая принципиальная (МС871-81-000 Э3)
- Схема электрическая соединений электрооборудования (МС871-81-00094) - Отсутствует
- Схема электрическая соединений шкафа управления (МС871-84-00094.1) - Отсутствует
- Насосная установка гидросхема (МС871-61-002)
Часть 3: Акт приёмки
Часть 1: Руководство (7808.000.000 РЭ), (7814.000.000 РЭ) – 151 страница
Часть 2: Электрооборудование – 104 страницы
Часть 3: Акт приёмки – 7 страниц
Выпуск издания: -
Год выпуска издания: 1980
Кол-во книг (папок): 3
Кол-во страниц: 262
Стоимость: Договорная
Описание: Полный комплект документации
Часть 1: Руководство
Распаковка и транспортировка узлов станка
1. Указания по распаковке и транспортировке узлов станка
2. Спецификация к эскизам транспортировки узлов и вес отдельных мест
Фундамент станка
1. Выбор места для установки станка
2. Изготовление фундамента
3. Ограждение станка
Монтаж станка
1. Порядок монтажа
2. Установка и выверка станины
3. Установка каретки и на направляющие станины
4. Установка стоек зажимного портала
5. Монтаж фермы
6. Крепление фермы к стойкам
7. Монтаж механизма загрузки и выгрузки листов
8. Монтаж поперечных кронштейнов станины
9. Установка насосной станции и монтаж трубопровода
10. Монтаж электрооборудования
11. Окончательная выверка станка
Паспорт станка
Краткое описание конструкции и работы станка
1. Особенности конструкции станка
2. Описание кинематической схемы
3. Общая компоновка
4. Станина
5. Портал зажимной
6. Каретка с помостом
7. Стойки
8. Коробка скоростей
9. Упор
10. Механизмы загрузки и выгрузки листов
11. Механизмы установки длины хода каретки
12. Насосная установка
13. Токоподвод
14. Суппорты
15. Коробка подач
16. Спецификация зубчатых и червячных колес, червяков, винтов и гаек.
17. Спецификация подшипников
Смазка станка
1. Смазка реечной шестерни, шестерен и подшипников редуктора каретки и коробки скоростей
2. Смазка направляющих кареток и ходовых винтов
3. Указания по обслуживанию смазочной системы
4. Перечень узлов и приборов схемы смазки реечной шестерни, подшипников и зубчатых колес каретки и коробки скоростей
5. Спецификацияк схеме смазки станка
6. Основные характеристики применяемых масел
Гидрооборудование станка
1. Описание гидрооборудования
2. Описание работы гидравлической схемы
3. Спецификация гидроаппаратуры станка
Первоначальный пуск станка
1. Подготовка станка к пуску
2. Проверка работы станка при наладочном режиме
3. Проверка работы при полуавтоматическом цикле
Настройка станка и техника безопасности
1. Настройка
2. Рекомендации по работе на станке
3. Рекомендации по назначению режимов резания
4. Правила техники безопасности при работе на станке
Уход за станком и его регулировка
1. Общие указания
2. Регулировка и уход за приводом каретки и кареткой
3. Уход за станиной
4. Уход за стойками
5. Регулировка и уход за суппортами
6. Регулировка и уход за механизмом загрузки и выгрузки листов
7. Уход за упорами листа
8. Уход за фермой
9. Уход за механизмом установки длины хода каретки
10. Уход за электрооборудованием
11. Регулировка и уход за системой смазки
12. Регулировка и уход за токоподводом
Приспособления, поставляемые со станком за отдельную плату
Ведомость комплектации (на 6-ти листах)
Часть 2: Электрооборудование
Общие введения
1. Характеристика основных приводов механизмов станка
2. Исполнение электрооборудования станка
3. Расположение электрооборудования станка
4. Управление электроприводом станка
Установка и монтаж электрооборудования станка.
1. Размещение выносного электрооборудования
2. Монтаж внешней электропроводки
3. Восстановление схемы электропроводки станка
4. Заземление электрооборудования станка
Описание работы электропривода станка.
1. Принцип работы электропривода главного движения
2. Регулировка скорости электропривода главного движения
3. Разгон и остановка электродвигателя привода каретки
4. Описание работы схемы на автоматическом режиме
Пуск электропривода станка
1. Подготовительные мероприятия
2. Включение станка в сеть
3. Проверка механизмов,
4. цилиндров зажима и отжима листа, и загрузочного устройства
5. Пуск электродвигателей привода ЭМУ, вентилятора и маслонасоса
6. Проверка схемы управления электроприводом перемещения каретки
7. Проверка напряжения ЭМУ и генератора Г
8. Проверка возбуждения двигателя привода каретки
9. Включение узла токоограничения и форсировки
10. Проверка схемы электропривода подачи суппортов
11. Включение электродвигателя перемещения каретки
12. Проверка автоматической работы станка на холостом ходу
13. Проверка работы электропривода станка под нагрузкой
Указания по эксплуатации электрооборудования станка
1. Уход за электрооборудованием
2. Указания по обеспечению безопасности обслуживания и ремонта электрооборудования станка
3. Советы обслуживающему персоналу
4. Спецификация электрооборудования
- Шкаф управления ШСВ 9109-32В2, 33В2 схема электрическая соединений (МС871-84-000)
- Монтажная схема электропривода станка (МС871-81-003 д.2 /регулятор подач/)
- Монтажная схема электропривода станка (МС871-81-003 д.3 /регулятор скорости/)
- Схема электрическая принципиальная и соединений (МС871-88-000 Э0)
- Схема электрическая принципиальная (МС871-81-000 Э3)
- Схема электрическая соединений электрооборудования (МС871-81-00094) - Отсутствует
- Схема электрическая соединений шкафа управления (МС871-84-00094.1) - Отсутствует
- Насосная установка гидросхема (МС871-61-002)
Часть 3: Акт приёмки