Паспорт 7534 Полуавтомат протяжной горизонтальный (Минск)
Наименование издания:
Часть 1: Руководство по эксплуатации (7534.000.001.00 РЭ) - 145 Листов
Часть 2: Документы рабочего проекта (7534.000.001.00 РЭ) - 17 Листов
Часть 3: Материалы по запасным частям (7534.000.001.00 РЭ) - 55 Листов
Часть 4: Приспособление для выверки приставной станины (7534.000.001.00 РЭ) - 34 Листа
Часть 5: У2443 и У2443 Патроны рабочие - 56 Листов
Часть 6: Г12-3 Насосы пластинчатые - 18 Листов
Часть 7: Комплект поставки - 40 Листов
Часть 8: Сведения о приёмке (7534.000.001.01 РЭ) - 12 Листов
Часть 9: Сведения о содержании драгметаллов - 5 Листов
Выпуск издания: Минский станкостроительный завод им. С.М. Кирова
Год выпуска издания: 1982
Кол-во книг (папок): 9
Кол-во страниц: 382
Стоимость: По запросу
Часть 1: Руководство по эксплуатации
Содержание:
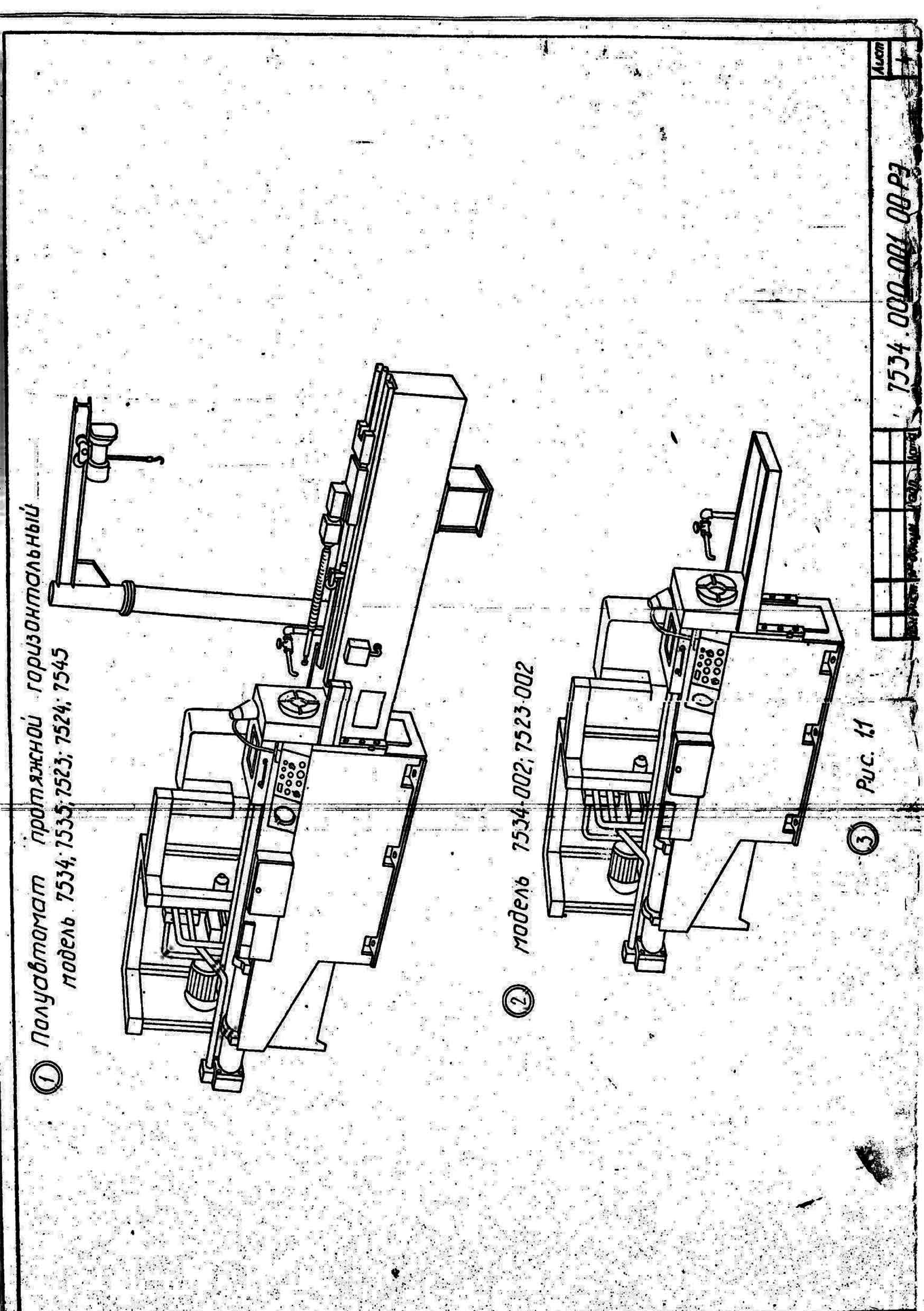
1. Общие сведения об изделии
- Полуавтомат протяжной горизонтальный чертёж
2. Основные технические данные и характеристики
- Основные размеры посадочных мест чертёж
Основные размеры - Таблица
Технические характеристики электрооборудования - Таблица
Технические характеристики гидросистемы - Таблица
Технические характеристики системы смазки
Технические характеристики системы охлаждения
3. Указания мер безопасности
Для обслуживающего персонала
При транспортировании и установке полуавтомата
При подготовке полуавтомата к работе
4. Состав изделия
Перечень составных частей - Таблица
- Расположение составных частей чертёж
5. Устройство, работа изделия и его составных частей
Перечень органов управления - Таблица
- Расположение органов управления и таблиц с символами чертёж
- Пульт управление чертёж
Расшифрованный перечень графических символов размещённых на таблицах и панелях - Таблица
Принцип работы полуавтомата и общая компоновка
Описание рабочего цикла
- Станина основная чертёж
- Салазки рабочие чертёж
- Ролик поддерживающий основной чертёж
- Люнет основной чертёж
- Механизм захвата чертёж
- Патрон рабочий чертёж
- Гидроцилиндр рабочий чертёж
- Механизм настройки хода чертёж
- Станина приставная чертёж
- Салазки вспомогательные чертёж
- Ролик поддерживающий в приставной станине чертёж
- Люнет вспомогательный чертёж
- Патрон вспомогательный чертёж
- Механизм фиксации и расфиксации чертёж
- Комплектный гидропривод чертёж
- Патрон шпоночный чертёж
- Стружкоочистка чертёж
- Приспособление технологическое чертёж
- Механизм поддержки детали чертёж
- Подъёмник чертёж
6. Электрооборудование
Общие сведения
Первоначальный пуск
Описание режимов работы
Защита, блокировки и сигнализация
- Механическая регулировка реле РПС и РЭМ
Подключение к сети
Указание мер безопасности
7. Гидросистема
Первоначальный пуск
Регулирование гидросистемы
Указания по настройке гидросистемы
Возможные отказы и неисправности
Возможные неисправности при работе гидросистемы - Таблица
- Размещение клапанов и устройств очистки и фиксации масла чертёж
График определения тягового усилия по манометру - Таблица
График ограничения тягового усилия в зависимости от настроенной скорости рабочего хода - Таблица
График посадки скоростей - Таблица
8. Смазочная система
Перечень элементов системы смазки и их количество - Таблица
- Схема смазки принципиальная
- Расположение точек смазки схема
Описание работы
Указания по эксплуатации системы смазки
9. Порядок установки
Удаление антикоррозийных покрытий
Установка полуавтомата
- Транспортировка станины основной чертёж
- Транспортировка станины приставной чертёж
- Транспортировка комплектного гидропривода чертёж
- Транспортировка электрошкафа чертёж
- План фундамента полуавтомата чертёж
- Установка полуавтомата чертёж
10. Порядок работы
Перенастройка
Настройка электроконтактного манометра
11. Характерные неисправности и методы их устранения
12. Особенности разборки и сборки станка при ремонте
13. Сведения о консервации и упаковке
14. Указания по эксплуатации
Рекомендуемые скорости резания изготовлении - Таблица
Назначение и выбор группы скорости резания для обработки протягиванием деталей на различных материалов - Таблица
Часть 2: Документы рабочего проекта
Содержание:
Опись - Таблица
- Схема электрическая принципиальная (7523.000.001.00Э3) - 2 Листа
- Схема гидравлическая принципиальная (7523.000.002.00Г3)
- Схема электрическая соединений (7523.600.001.00Э4)
- Схема электрическая соединений. Электрошкаф (7523.620.001.00Э4)
Блок питания. Перечень элементов (000.У6324.000.00.00 ПЭ3)
- Блок питания. Схема электрическая принципиальная (000.У6324.000.00.00Э3) - 2 Листа
- Блок питания. Схема электрическая соединений (000.У6324.000.00.00Э4)
Часть 3: Материалы по запасным частям
Введение
- Схема расположения подшипников
Перечень к схеме расположения подшипников - Таблица
Перечень покупных запасных частей - Таблица
Перечень чертежей сборочных единиц и запасных деталей - Таблица
Приложение: Чертежи сборочных единиц и запасных деталей
- Станина основная чертёж
- Станина приставная чертёж
- Салазки рабочие чертёж
- Салазки вспомогательные чертёж
- Ролик поддерживающий в основной станине чертёж
- Ролик поддерживающий в приставной станине чертёж
- Механизм фиксации и расфиксации чертёж
- Патрон рабочий чертёж
- Люнет основной чертёж
- Люнет вспомогательный чертёж
- Механизм обхвата чертёж
- Патрон вспомогательный чертёж
- Гидроцилиндр рабочий чертёж
- Гидроцилиндр чертёж
- Трубопровод чертёж
- Комплектный гидропривод чертёж
- Гидроблок чертёж
- Гидрораспределитель чертёж
- Установка электронасосная чертёж
- Планшайба чертёж (7523.110.101.00)
- Упор чертёж (7534.150.406.00)
- Планка чертёж (7523.210.102.00)
- Планка чертёж (7523.210.204.00)
- Планка чертёж (7534.210.207.00)
- Втулка чертёж (7534.210.405.00)
- Стяжка чертёж (7534.210.406.00)
- Втулка чертёж (У38.081.00)
- Планка чертёж (7534.220.104.00)
- Планка чертёж (7534.220.105.00)
- Планка чертёж (7534.220.205.00)
- Планка чертёж (7534.220.206.00)
- Ролик чертёж (7534.320.801.00)
- Кулачок чертёж (7534.330.414.00)
- Ползушка чертёж (7534.340.102.00)
- Втулка чертёж (7534.340.402.00)
- Планка чертёж (7534.340.404.00)
Часть 4: Приспособление для выверки приставной станины
Описание работы приспособления
Вертушка для крепления индикатора на контрольных оправках
Вертушка к контрольным оправкам диаметр 65
Оправка контрольная
Оправка для проверки станка по нормам точности
Перечень чертежей - Таблица
- Сборочный чертёж (8011-4031 СБ)
- Хомут чертёж (8011-4031-1)
- Втулка чертёж (8011-4031-2)
- Винт чертёж (8011-4031-3)
- Хомут чертёж (8011-4031-4)
- Рычаг чертёж (8011-4031-5)
- Винт чертёж (8011-4031-6)
- Стойка чертёж (8011-4031-7)
- Ось чертёж (8011-4031-8)
- Пята чертёж (8011-4031-9)
- Стойка чертёж (8011-4031-10)
Перечень чертежей - Таблица
- Сборочный чертёж (8011-4032 СБ)
- Хомут чертёж (8011-4032-1)
- Втулка чертёж (8011-4032-2)
- Стойка чертёж (8011-4032-3)
- Стойка чертёж (8011-4032-4)
- Винт чертёж (8011-4032-5)
- Хомут чертёж (8011-4032-6)
- Винт чертёж (8011-4032-7)
- Втулка чертёж (8011-4032-8)
- Ось чертёж (8011-4032-9)
- Хомутик чертёж (8011-4032-10)
Перечень чертежей - Таблица
- Сборочный чертёж (8459-4584А СБ)
- Оправка чертёж (8459-4584А-1) - Отсутствует
- Шайба чертёж (8459-4584А-2)
- Пробка чертёж (8459-4584А-3)
Перечень чертежей - Таблица
- Сборочный чертёж (8459-4593А СБ)
- Оправка чертёж (8459-4593А-1) - Отсутствует
- Шайба чертёж (8459-4593А-2)
- Пробка чертёж (8459-4593А-3)
Часть 5: У2443 и У2443 Патроны рабочие
- Патрон рабочий сборочный чертёж (d.У2442.002.00.00 СБ)
- Корпус чертёж (000.У2442.415.00.00)
- Корпус чертёж (000.У2442.416.00.00)
- Патрон рабочий сборочный чертёж (d.У2443.002.00.00 СБ)
- Корпус чертёж (000.У2443.422.00.00)
- Корпус чертёж (000.У2443.423.00.00)
Перечень элементов - Таблица
- Крышка чертёж (000.У2442.401.00.00)
- Крышка чертёж (000.У2442.402.00.00)
- Плунжер чертёж (000.У2442.405.00.00)
- Втулка чертёж (d.У2442.406.00.00)
- Упор чертёж (000.У2442.408.00.00)
- Втулка чертёж (d.У2442.414.00.00)
- Таблица чертёж (000.У2442.417.00.00)
- Прокладка чертёж (000.У2442.802.00.00)
- Втулка чертёж (000.У2442.803.00.00)
Перечень элементов - Таблица
- Крышка чертёж (000.У2443.401.00.00)
- Крышка чертёж (000.У2443.402.00.00)
- Плунжер чертёж (000.У2443.405.00.00)
- Пробка чертёж (000.У2443.406.00.00)
- Фланец чертёж (000.У2443.409.00.00)
- Упор чертёж (000.У2443.410.00.00)
- Шайба чертёж (000.У2443.415.00.00)
- Втулка чертёж (d.У2443.421.00.00)
- Таблица чертёж (000.У2443.424.00.00)
- Прокладка чертёж (000.У2443.802.00.00)
- Втулка чертёж (000.У2443.803.00.00)
- Рычаг чертёж (000.У2363.402.00.00)
- Поршень чертёж (000.У5141.104.00.00)
- Втулка чертёж (000.У5141.201.00.00)
- Втулка чертёж (000.У5172.201.00.00)
- Кольцо чертёж (А54-1.12)
- Валик чертёж (d.У2442.403.00.00)
- Втулка чертёж (d.У2442.410.00.00)
- Втулка чертёж (d.У2443.425.00.00)
- Валик чертёж (d.У2363.412.00.00)
- Валик чертёж (d.У2363.413.00.00)
- Шток чертёж (000.У5141.417.00.00)
- Шток чертёж (000.У5172.410.00.00)
- Валик чертёж (d.У2443.403.00.00)
- Валик чертёж (d.У2443.404.00.00)
- Втулка чертёж (d.У2443.413.00.00)
- Втулка чертёж (d.У2443.418.00.00)
Часть 6: Г12-3 Насосы пластинчатые
1. Техническое описание
Назначение и область применения
Устройство и работа насоса
Маркировка и упаковка
2. Инструкция по эксплуатации
Подготовка насоса к работе
Установка и монтаж
Характерные неисправности и методы их устранения
Особенности разборки и сборки насоса
Указание мер безопасности
Техническое обслуживание
Консервация и хранение
3. Паспорт
Техническая характеристика
Гарантии поставки
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Часть 7: Комплект поставки
Часть 8: Сведения о приёмке
Часть 9: Сведения о содержании драгметаллов
Описание протяжного станка:
На станок 7534 в нашем архиве присутствует технический паспорт, содержание которого подано в виде описания выше, что в общем предполагает вполне развёрнутый документ со всеми необходимыми параметрами и пунктами. Безусловно, мы предлагаем вашему вниманию как раз не просто издание содержащее в себе одну модель, а в целом даже наиболее расширенный вариант в котором будет отображаться в том числе и прочие модификации на эту базовую позицию. Таким образом, обладая всего одним вот этим документом можно уверенно работать и с прочими единицами указанными в описании. Сам по себе тип или модель станочного оборудования обладает и так называемой ремонтной базой или описанием включая всевозможные, необходимые чертежи, что значимо. Дело в том, что наличие всех этих чертежей позволит в случае износа подготовить, восстановить и применять для работы даже на подручном оборудовании, таким образом производя замену деталей исключая простой промышленной единицы. В частности, акцентируем внимание на том, что альбом распространяется на конкретное изделие включая как непосредственно модель, но и на год выпуска который обязательно указывается на обложке. И в первую очередь здесь будет отображаться как раз описание включающее весь необходимый перечень этих самых чертежей для большей точности и определения перспективной позиции под восстановление. Но и этот ещё не всё, ведь в альбоме будет находится в достаточном количестве чертежи сборочных единиц в которых как раз и располагаются все эти запасные части, что на наш взгляд немаловажно и весьма полезно для свершения рабочих моментов. В целом, паспорт станка 7534 будет размещён в издании согласно перечня, но в составе общей документации, этот момент будет не менее удобен.
Вообще, сам по себе протяжной станок 7534 представляется в виде вполне сложного оборудования, это касается в первую очередь настройки его в рабочий режим с последующей реализацией для производства. А вот уже описанные выше чертежи кстати не нуждаются в переводе, а вполне себе доступны уже в базовой подаче со всеми нюансами и необходимыми спецификациями. Что же касается настройки, так этот момент представлен в виде отдельного и конечно значимого процесса без которого весьма не просто наладить единицу и реализовать её возможности сполна. А вот чтобы не запутаться в этом сложном действии и настроить всё так как это необходимо, требуется в первую очередь изучить теоретическую часть модели и применять в качестве описания со всеми важнейшими нюансами, вся эта информация конечно же есть в данном издании. Иными словами, при наличии столь важного документа представляется возможным установить, заниматься наладкой и реализовать настройку машины в более эффективном контексте нежели если руководство по работе просто отсутствовало в архиве предприятия. Ведь, конструктивно этот автомат предназначается как раз для протяжки сквозных отверстий самой разнообразной геометрической формы со всеми моментами и нюансами касающимися закрытия потребностей при заказе. А вот его модификации уже позволяют несколько модернизировать этот процесс и применять его в более универсальных условиях. Это касается заготовок как предварительно и заранее подготовленных, но относится к вариантам черновой обработки. А вот если уже модернизировать автомат и его возможности с помощью определенных приспособлений, то в этом случае получится значительно расширить базу и принимать заказы на металлообработку станет в более широком контексте. Тем не менее, но конечно всё это работает только при условии задействования тягового усилия станка и конечно задуманные конструкцией длины хода рабочих салазок.
Этот же момент будет конечно касаться модификаций, что предназначаются и транслируются в виде уже более упрощенных вариантов от базовых моделей. Здесь безусловно есть и определённые нюансы, но всё же подход и принцип к обработке металла будет являться базовым. Из этого следует, что наличие только лишь одного документа, но в наиболее развернутом виде позволяет этой машине быть на порядок универсальной и задействовать возможности в весьма качественном и эффективном типе подач. Отметим, что автомат само собой должен быть реализован применяя аспекты его эксплуатации в специализированном помещении, где будут задействованы искусственные регулируемые климатическими условиями категория размещения за номером четыре. Все базовые информационные параметры или аспекты здесь заключаются в определённые информационные таблицы на основании которых можно было бы охарактеризовать положительную динамику для быстрого изучения, а в дальнейшем применения его для отображения в цеху от начала установки и настройки, переходя к наладочному режиму с последующим вводом в эксплуатацию. Само собой разумеется, подобная машина обладает самыми различными узлами, что будут дополнять один другой и применять эти переходы для эффективной подачи, сопутствующей процессу реализации. К примеру, всё тот же рабочий патрон служит для захвата протяжки за рабочий хвостовик, а к примеру гидроцилиндр уже обладает несколько иными функциями, в частности он служит рабочим органом станка который сообщает и приводит в движение рабочие салазки. И так с каждым отдельным механизмом и дополнительным конструктивным параметром, что не менее значимо и важно в первую очередь конечно для понимания всех этих процессов. А вот техпаспорт служит уже для закрепления материала и большего понимания, подсказки при производственных, технологических моментов в металлообработке.