Паспорт 7Б57 Горизонтально-протяжной станок (Минск)
Наименование издания:
Часть 1: Руководство по эксплуатации (7Б56.000.001.00 РЭ) - 145 Листов
Часть 2: Альбом чертежей быстроизнашиваемых деталей - 70 Листов
Часть 3: Схемы горизонтально-протяжного станка - 100 Листов
Часть 4: Чертежи и схемы горизонтально-протяжного станка - 180 Листов
Часть 5: Свидетельство о приёмке - 8 Листов
Выпуск издания: Минский станкостроительный завод имени С.М. Кирова
Год выпуска издания: 1977
Кол-во книг (папок): 5
Кол-во страниц: 503
Стоимость: По запросу
Часть 1: Руководство по эксплуатации
Содержание:
1. Техническое описание
Назначение и область применения
- Станок протяжной горизонтальный чертёж
Состав станка
Перечень составных частей станка - Таблица
- Расположение составный частей станка чертёж
Перечень органов управления - Таблица
- Расположение органов управления и табличек с символами чертёж
- Расположение органов управления пульт чертёж
Перечень графических символов - Таблица
Устройство и работа станка и его составных частей
- Станина основная чертёж
- Салазки рабочие чертёж
- Ролик поддерживающий в основной станине чертёж
- Люнет основной чертёж
- Механизм захвата чертёж
- Механизм регулировки хода станка чертёж
- Механизм включения чертёж
- Патрон рабочий чертёж
- Цилиндр рабочий чертёж
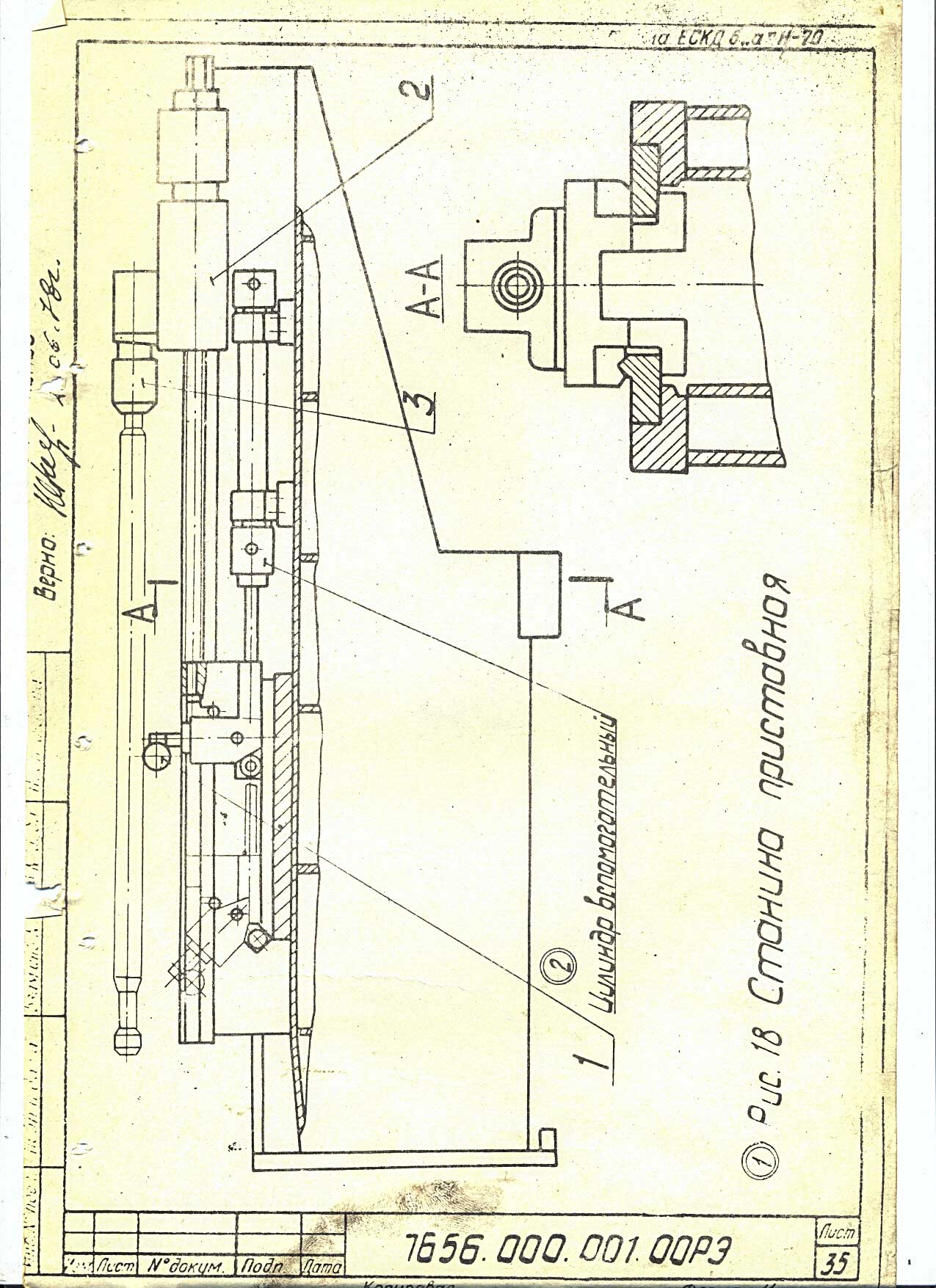
- Станина приставная чертёж
- Салазки вспомогательные чертёж
- Ролик поддерживающий в приставной станине чертёж
- Патрон вспомогательный чертёж
- Механизм фиксации и расфиксации чертёж
- Скружкоочистка чертёж
- Приспособление технологическое чертёж
- Механизм поддержки деталей чертёж
Стружвовыгрузка описание
Охлаждение описание
Грузоподъемник описание
Воздушный теплообменник описание
Описание простого полуцикла
Электрооборудование
Общие сведения
Первоначальный пуск
Описание режимов работы
Защита, блокировки и сигнализация
Заземление
Указания по обслуживанию электрооборудования станка
- Механическая регулировка реле КДР чертёж
Гидросистема
Общие сведения
Первоначальный пуск
Описание режимов работы
Настройка гидросистемы
- График определения тягового усилия по манометру - Таблица
Указания по устранению возможных нарушений правильной работы гидропривода
- График посадки скорости рабочего хода в зависимости от давления
Указания по монтажу гидропривода
Указания по заливке масла в бак
Перечень применяемых масел и их аналогов для станков, экспортируемых за границу
Указания по технике безопасности
Система смазки
Указания по эксплуатации системы смазки
- Схема смазки принципиальная
Перечень элементов системы смазки - Таблица
- Расположение точек смазки станка чертёж
Перечень точек смазки - Чертёж
Перечень возможных нарушений в работе системы смазки - Таблица
Перечень применяемых смазочных материалов и их аналогов - Таблица
2. Инструкция по эксплуатации
Общие указания
Указания мер безопасности при подготовке станков к работе
Методы безопасности при подготовке к работе гидросистемы
Методы безопасности при подготовке к работе электросистемы
Методы безопасности при подготовке к работе системы смазки
Методы безопасности при подготовке к работе системы охлаждения
Указания мер безопасности станочнику-оператору при работе на станке
Порядок установки
Требования к месту установки станка
Рекомендуемые скорости резания при протягивании - Таблица
Назначение и выбор группы скорости резания для обработки протягиваемых деталей из различных материалов - Таблица
- Транспортировка станины основной чертёж
- Транспортировка станины приставной чертёж
- Транспортировка насосной установки чертёж
- Транспортировка электрошкафа чертёж
Указания по подготовке станка и последовательности его соединения с другими изделиями и включения его в систему питания
Правила и порядок пуска, регулирования, наладки и обкатки станка
Работы по настройке гидросистемы
- Размещение клапанов и устройств очистки и фильтрации масла чертёж
Настройка, наладка и регулирование узлов механической системы станка
Перенастройка
Настройка электроконтактного манометра
- График режимов работы станков - Таблица
Регулирование
Эксплуатация протяжного инструмента
Возможные неисправности при работе гидросистемы - Таблица
Неисправности электрической системы
Типичные недостатки появляющиеся при эксплуатации станков и приводящие к повреждениям деталей механической системы
Применение смазочно-охлаждающей жидкости при протягивании
Характерные неисправности, вероятные причины их появления и методы их устранения
Техническое обслуживание и ремонты
3. Паспорт протяжного станка
Общие сведения
Основные технические данные и характеристики - Таблица
- Основные размеры посадочных мест чертёж
Технические характеристики электрооборудования - Таблица
Технические характеристики гидросистемы - Таблица
Технические характеристики системы смазки
Сведения о ремонте - Таблица
Сведения об изменениях в станке
Часть 2: Альбом чертежей быстроизнашиваемых деталей
- Упор чертёж (7Б56-19-403)
- Планка чертёж (7Б56-21-201)
- Планка чертёж (7Б56-27-202)
- Втулка чертёж (7Б56-27-401)
- Полумуфта чертёж (7Б56-27-406)
- Кулачок чертёж (7Б56-27-407)
- Стяжка чертёж (7Б56-27-408)
- Планка чертёж (7Б56-27-102)
- Планка чертёж (7Б56-29-101)
- Планка чертёж (7Б56-29-201)
- Планка чертёж (7Б56-29-202)
- Втулка чертёж (7Б56-29-402)
- Валик чертёж (7Б55-00-406)
- Кулачок чертёж (7Б56-35-406)
- Кулачок чертёж (7Б56-35-408)
- Ролик чертёж (7Б56-35-409)
- Ось чертёж (7Б56-35-410)
- Валик чертёж (7Б56-35-415)
- Ролик чертёж (7Б56-37-802)
- Кулачок чертёж (7Б56-38-419)
- Планка чертёж (7Б56-39-101)
- Втулка чертёж (7Б56-39-402)
- Планка чертёж (7Б56-39-407)
- Муфты упругие втулочно-пальцевые чертёж
- Полумуфта чертёж (45х14 Р91-23-11А)
- Полумуфта чертёж (45х14 Р91-23-12А)
- Палец чертёж (Р91-22-13А)
- Кольцо чертёж (Р91-23-14А)
- Втулка чертёж (Р91-23-15А)
- Кольцо чертёж (45А54-1)
- Кольцо чертёж (65А-58-3)
- Валик чертёж (dУ2443-403)
- Валик чертёж (dУ2443-404)
- Кулачок чертёж (У2443-416)
- Валик чертёж (dУ2443-402)
- Валик чертёж (У2443-403)
- Втулка чертёж (dУ2442-410)
- Рычаг чертёж (У2343-405)
- Поршень чертёж
- Шток чертёж
- Поршень чертёж (У5172-101)
- Шток чертёж (У5172-410)
- Втулка чертёж (У5114-201)
- Втулка чертёж (У5172-201)
Часть 3: Схемы горизонтально-протяжного станка
- Схема электрическая принципиальная (7Б56 НО58.000.000.00Э3)
- Схема гидравлическая принципиальная (7Б56.000.002.00Г3)
- Схема электрическая принципиальная (7Б56.000.000.00Э3)
- Схема электрическая соединений (7Б56.000.000.00Э4.1)
- Схема электрическая соединений релейной панели (7Б56.000.000.00Э4.3)
- Схема электрическая соединений силовой панели (7Б56.000.000.00Э4.4)
- Схема электрическая соединений электрошкафа (7Б56.000.000.00Э4.6)
- Схема электрическая соединений блока питания (7Б56.000.000.00Э4.5)
- Схема электрическая соединений пульта управления (7Б56.000.000.00Э4.2)
Перечень элементов (7Б56.000.000.00ПЭ3)
Часть 4: Чертежи и схемы горизонтально-протяжного станка
- Станина. Сборочный чертёж (7Б55-18-001СБ)
- Станина приставная. Сборочный чертёж (7Б55-19-001СБ)
- Салазки рабочие. Сборочный чертёж (7Б56-27-001СБ)
- Салазки вспомогательные. Сборочный чертёж (7Б56-29-001СБ)
- Механизм регулировки хода станка. Сборочный чертёж (7Б56-35-001СБ)
- Механизм включения. Сборочный чертёж (7Б56-36-001СБ)
- Ролик поддерживающий. Сборочный чертёж (7Б56-37-001СБ)
- Ролик поддерживающий. Сборочный чертёж (7Б56-38-001СБ)
- Механизм фиксации и расфиксации. Сборочный чертёж (7Б56-39-001СБ)
- Патрон рабочий. Сборочный чертёж (dУ2443-001СБ)
- Патрон рабочий. Сборочный чертёж (dУ2442-001СБ)
- Патрон вспомогательный. Сборочный чертёж (dУ2443-001СБ)
- Цилиндр рабочий. Сборочный чертёж (У5113-001СБ)
- Гидроцилиндр. Сборочный чертёж (У5172-001СБ)
- Установка насосная. Сборочный чертёж (У5235-001СБ)
- Гидропульт. Сборочный чертёж (У5618Б-001СБ)
- Планшайба чертёж (7Б55-18-101)
Часть 5: Свидетельство о приёмке
Описание горизонтально-протяжного станка:
В нашем архиве присутствует техническая документация в том числе и на станочную единицу под названием 7б57. Действительно, это довольно широкое издание в виде весьма большого объёма, ведь всего здесь находится порядка пяти отдельных частей, но которые всё же логично дополняют одна другую и уже данная общая сумма страниц составит порядка пятисот. Конечно, этот документ идёт как универсальный, ведь он содержит одновременно варианты моделей станочных единиц описываемого исходного типа. Это важно, ведь наличие столь значимого издания для реализации и вариативности работы со станками позволяет обслуживать сразу и одновременно несколько моментов. А ведь бывают такие ситуации когда в производстве присутствует не только базовый вариант, но и его модификации, и вот как раз с ними несколькими можно работать на основании одного издания. Обязательно отметим, что на протяжной станок схема так же в наличии, да при этом их реализовано в более широкой подаче сразу несколько штук, которые содержаться в этом альбоме. По сути, раздел электрики не менее значим и важен по сравнению всё с той же механикой описываемой единицы. Действительно, касаемо электрики без нее просто никуда, ведь сам по себе проект касательно моментов подключения, а как раз на первоначального заземления будет реализован согласно текстовой информации, что переходит в результативное практическое применение согласно эффективного подключения машины для производства.
Конечно, в том случае если рассматривать издание как паспорт протяжные станки согласно которого обладают своим собственным и уникальным описанием, то здесь безусловно можно констатировать следующие выдержки из текстовой части. В частности, эти типы машин предназначаются для обработки заготовок из металла методом протягивания, что в общем даже по названию в заголовке говорит об определённой спецификации. Он может протягивать различные сквозные отверстия разной геометрической формы. Размеры заготовок тоже могут варьироваться и быть реализованы как из чернового металла, так и из предварительно обработанного, что даже удобнее для последующей подачи в производстве. Конечно, здесь в общем и целом могут возникать и отображаться нюансы, тем не менее подход является по задумке универсальным. Отметим, что для этого оборудования вполне применимы и разнообразные приспособления, без которых как показывает практика уже сложно было бы добиться интересующего результата. А ведь заказы на обработку металла очень часто поступают с определёнными пожеланиями заказчика для реализации последующих применений полученных металлических заготовок. Конечно, обладая своей универсальностью вполне применимы как для массового, серийного ну и конечно крупносерийного подхода или же типа производства. Но есть опыт обработки материалов касательно уже индивидуального подхода, что на наш взгляд представляется одним из наиболее предпочтительных и важных.
Конечно, на протяжной станок характеристики, это часть той самой информации в частности на основании которой как раз руководствуется вышеуказанным принципом ведения технологического режима модели. Обычно, раздел с характеристиками или иными словами параметрами находится в отдельном разделе конечно для удобства их изучения. Ведь, здесь может быть и такая ситуация, когда в случае выхода из строя, поломки того или же иного типа оборудования в частности установленного на станке, понадобится этого оборудования замена. И вот как раз в разделе параметров можно узнать какая именно марка двигателя или какого-то иного агрегата будет необходима для приобретения и последующей замены. На самом деле это весьма важный момент, наличие той самой технической информации, что была опубликована производителем в описываемом издании. Опираясь на эти данные, можно осуществлять качественный ремонт самых разнообразных узлов и сопутствующих им надстроек и это логично. Конечно, метод протягивания деталей требует изучения всех чертежей и схем, чтобы хотя бы запустить и производить эксплуатацию протяжного оборудования. А вот детали должны по своим весовым качествам не превышать более восьми килограммов, этот момент станет важным и принципиальным. Только в этом случае производителем гарантируется качественная и эффективная обработка заготовок или деталей с необходимыми нормами, всё это есть в представленном техпаспорте.